対応コントローラ #
コントローラの対応状況は以下の通りです。
FANUC 15:信号灯や電力計で稼働率のみ取得可能。
FANUC 16:信号灯や電力計で稼働率のみ取得可能。
FANUC 0:信号灯や電力計で稼働率のみ取得可能。
FANUC 0i:マシニングと旋盤両方可能。オプション導入はごく一部の例外除き不要。
FANUC 16i:マシニングと旋盤両方可能。オプション導入は一部の例外除き不要。
FANUC 18i:マシニングと旋盤両方可能。オプション導入はごく一部の例外除き不要。
FANUC 20i:マシニングと旋盤両方可能。オプション導入は不要。
FANUC 21i:マシニングと旋盤両方可能。オプション導入は不要。
FANUC 30i:マシニングと旋盤両方可能。オプション導入は不要。
FANUC 31i:マシニングと旋盤両方可能。オプション導入は不要。
FANUC 35i:マシニングと旋盤両方可能。オプション導入は不要。
はじめに #
本稿を読む前に「設置手順」を参照ください。
KOM-MICSはFANUCのiシリーズコントローラの工作機械に接続可能です。手順に従って接続ください
また、事前に以下を準備しておいてください。
●事前準備するもの(2つ)
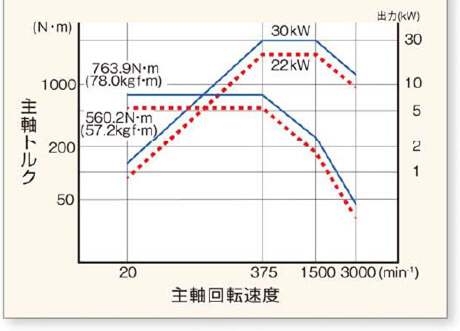
①:対象設備のトルク線図[切削力を測定するのに必要です]
②:対象設備の工具リスト[切削力を測定するのに必要です]
FANUC操作画面の呼出し方法 #
トップページが表示される場合 #
最新のFANUC NCではトップページが追加されていることがあります。
その場合は各種設定前に”保守用表示”のボタンをクリックください。
対象:2016年以降のSeries 30i/31i/32i – MODEL B

工作メーカ独自のNC画面が表示される場合 #
工作メーカ独自のNC画面が表示され、FANUCの画面が表示されない場合があります。その場合、FANUCの画面に切替える必要がありますので設備のマニュアルを確認し操作をお願いします。(1例としてCUSTOM2ボタンで切替られる場合があります。)

FANUCの画面上でのIPアドレスの設定 #
まずはFANUCの画面上でIPアドレスの設定や書き込みが出来るか確認します。
パラメータ書き込み可に設定 #
まずはIPアドレスを設定できるように、パラメータ書き込み可に設定します
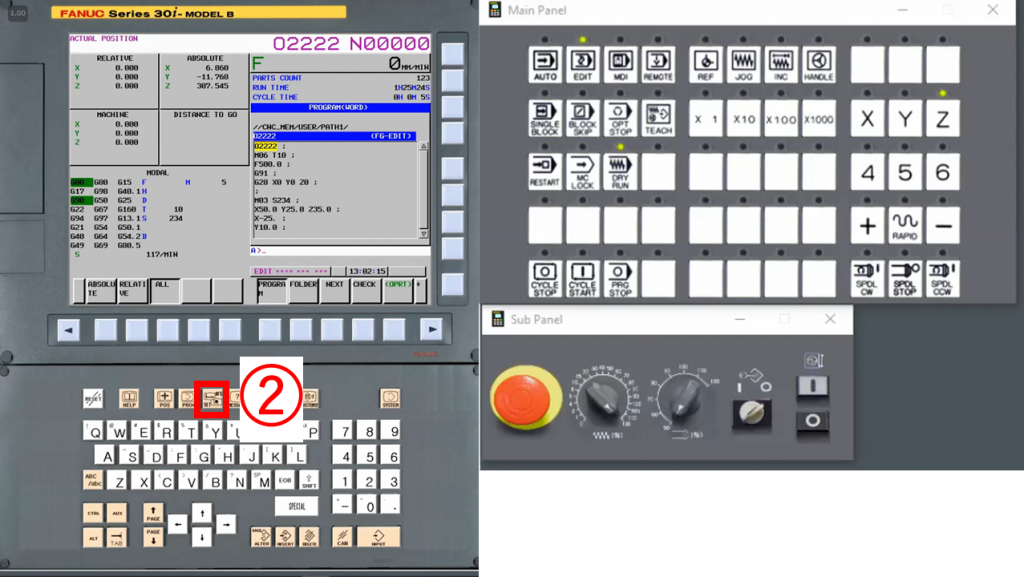
①操作盤の「MDI」モードに切り替え

②「OFFSET SETTING」(オフセットセッティング)のボタンを”2回”押す

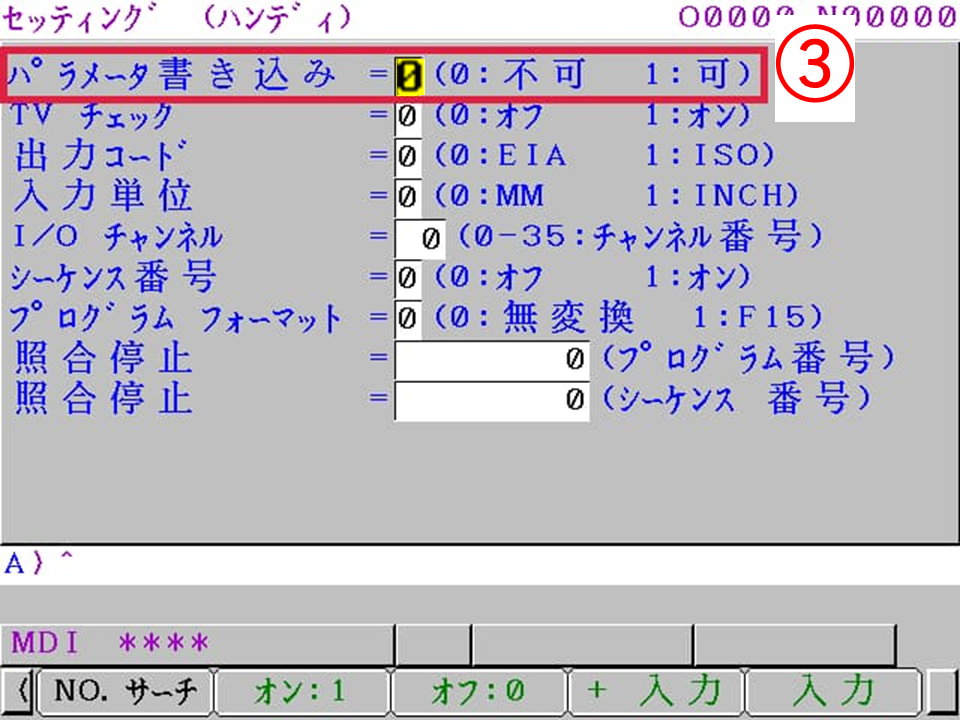
③パラメータ書き込みを「1」にする

これでIPアドレスの書き込みが可能になります。次にコントローラのIPアドレスの設定を行います
IPアドレスの設定等 #
16i等の古いFANUCと30i以降の新しいFANUCで設定方法が異なります
16i, 18i, 20i, 21iの場合 #
IPアドレスを設定していきます。手順に従っても設定項目が出てこない場合は設備改造が必要です。
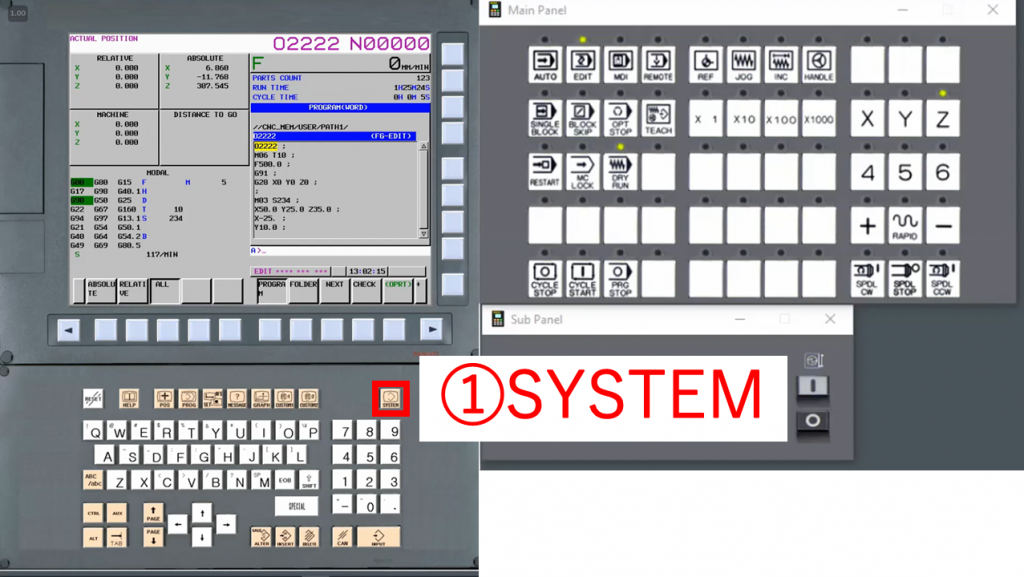
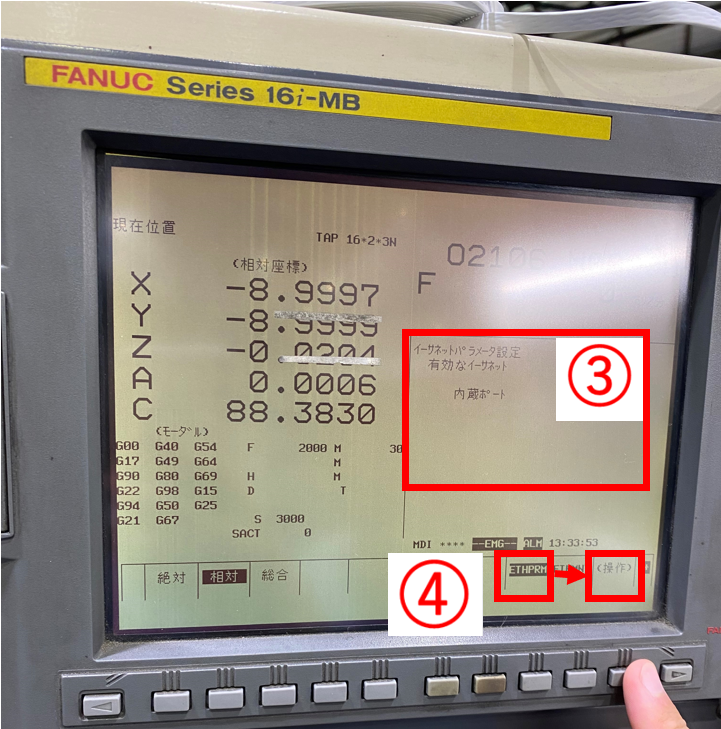
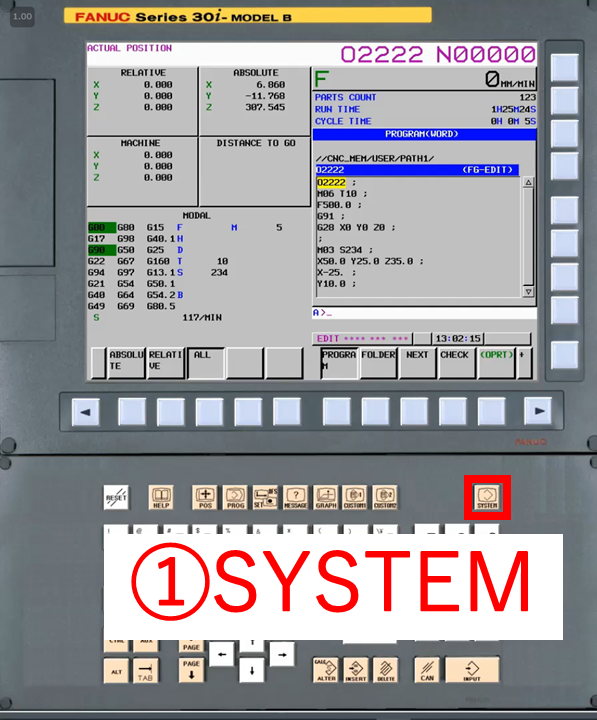
①操作パネルの「SYSTEM」ボタンを押します
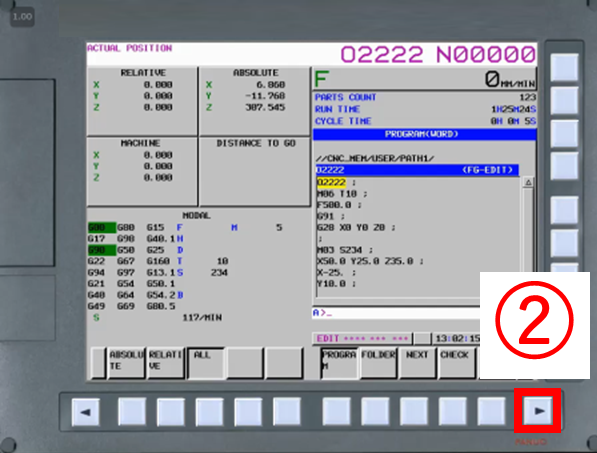
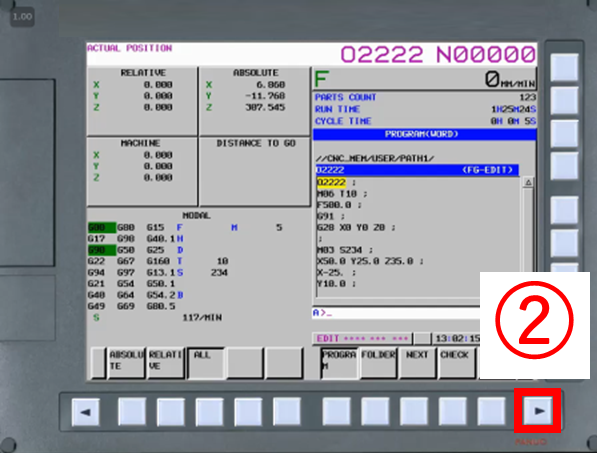
②ページ送りを行い、「ETHPRM」ボタンを探します
③有効なイーサネット に 内蔵ポート 等があることを確認します。(ない場合は改造が必要です)
④「ETHPRM」ボタンをクリックし、「(操作)」ボタンをクリックします。
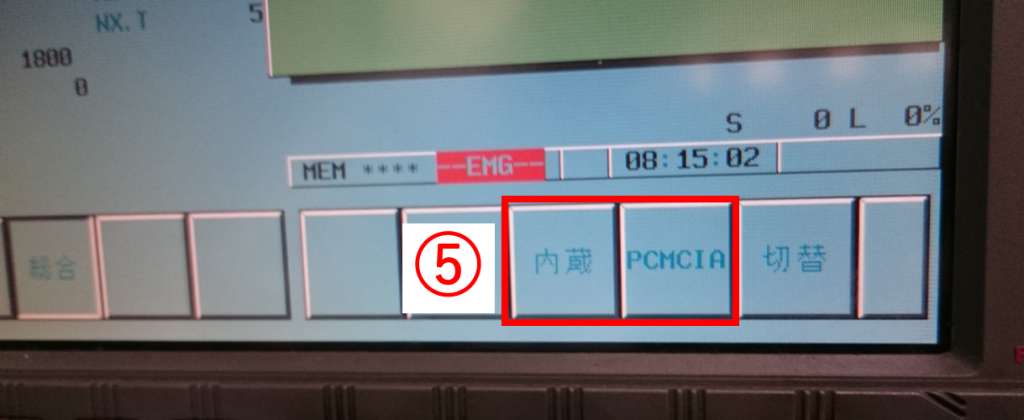
⑤使用するポートを選択します
内蔵:CNCに内蔵されているEthernetポートを使用します[推奨]
PCMCIA:画面横のPCカードに専用のLANカードを刺して使用[内蔵がない場合に使用]
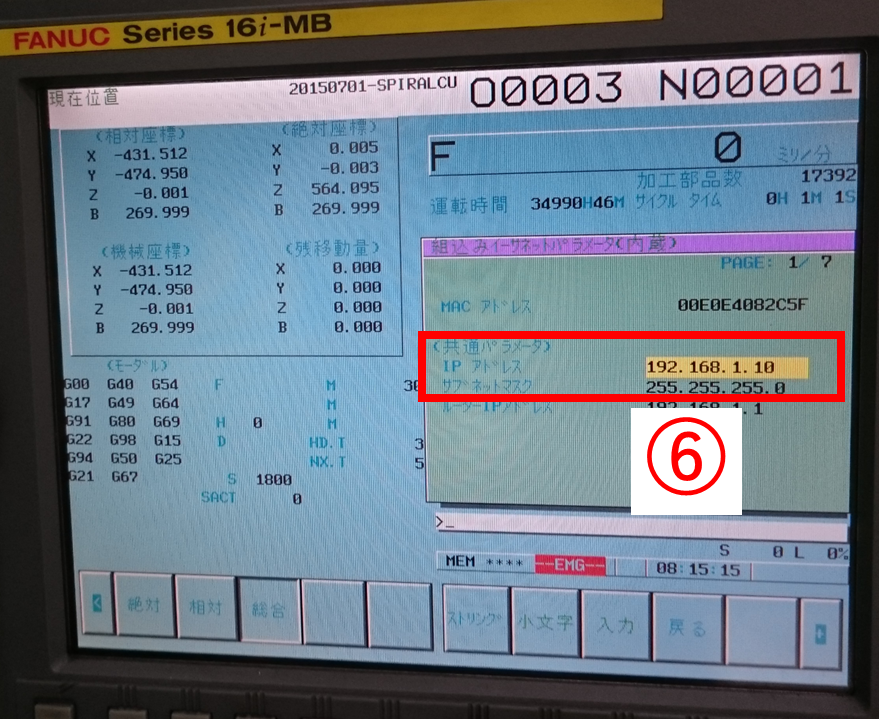
⑥IPアドレスとサブネットマスクを以下の通りに設定します。
(すでに入力されている場合は”変更せず”そのままの値を使用します)
IPアドレス:192.168.1.10
サブネットマスク:255.255.255.0
設定値はLoggerでも使うのでメモしてください
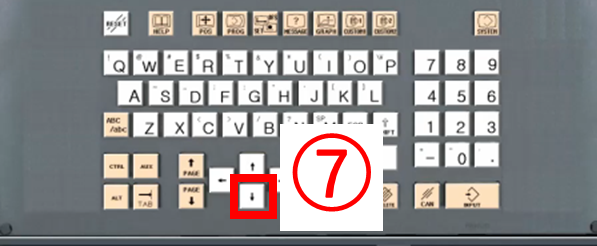
⑦「↓」ボタンを押して、通信ポートの設定まで移動します
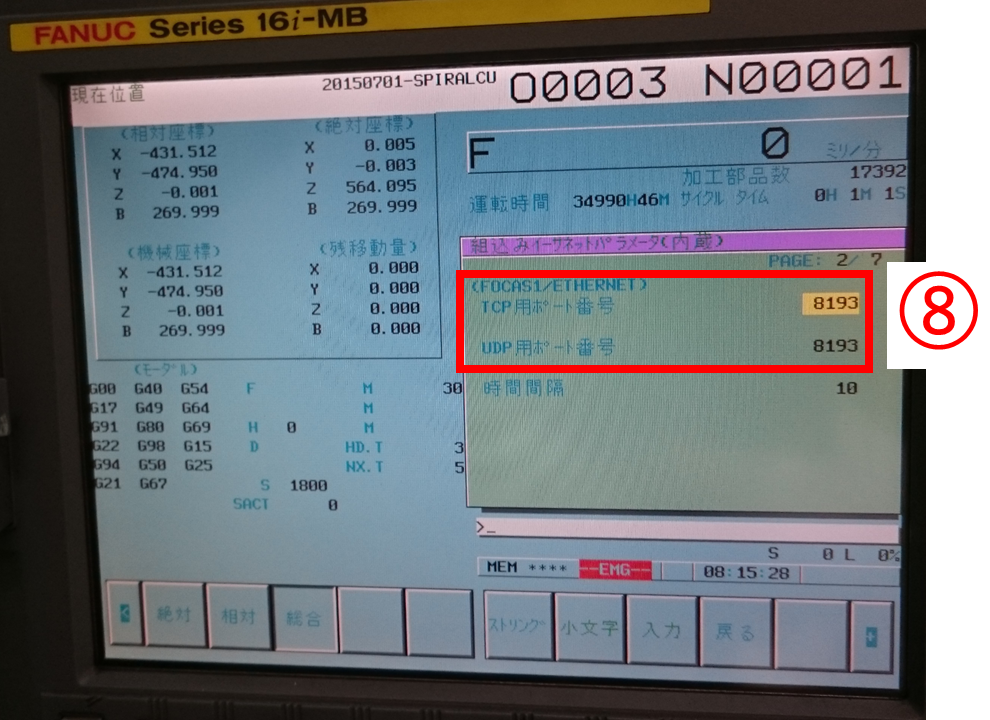
⑧通信ポートを以下のように設定します(すでに入力されている場合は変更しない)
TCP用ポート番号:8193
UDP用ポート番号:8193
パラメータの設定(FANUC 16i のみ) #
16iの場合はCNCパラメータの設定を変更します。CNCパラメータの9968#0=1と設定します。
①CNCの「SYSTEM」を選択
②パラメータの「9968」を選択
③一番右側が「1」になるように入力(他の桁の部分は変えない)
元が「00000000」なら「00000001」と入力
元が「01000010」なら「01000011」と入力
④「入力」

30i,31i,32i,35iの場合 #
IPアドレスを設定していきます。手順に従っても設定項目が出てこない場合は設備改造が必要です。
①操作パネルの「SYSTEM」ボタンを押します
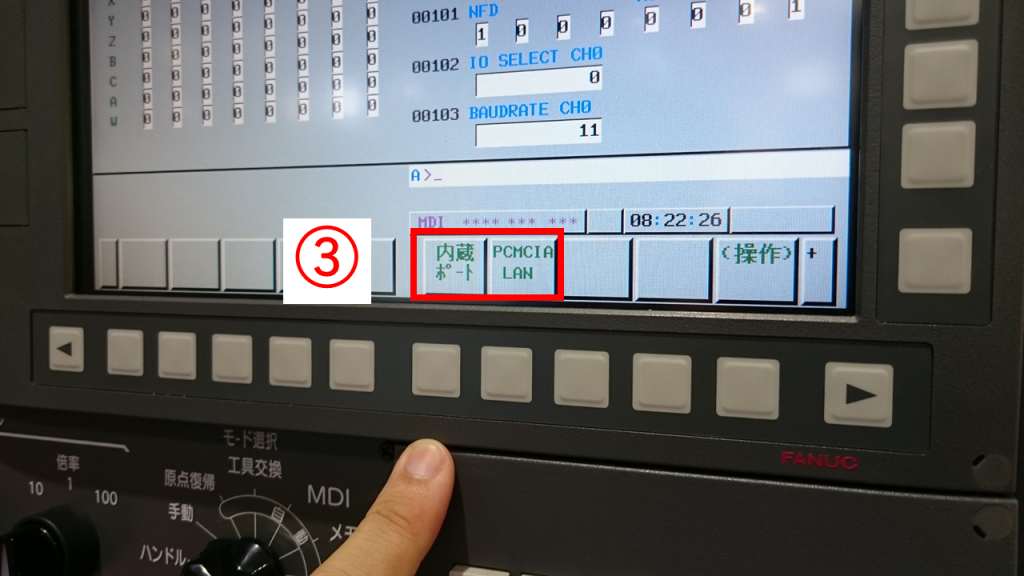
②ページ送りを行い、「内蔵ポート」ボタンを探します
③使用するポートを選択します
内蔵ポート:CNCに内蔵されているEthernetポートを使用します[推奨]
PCMCIA LAN:画面横のPCカードに専用のLANカードを刺して使用[内蔵がない場合に使用]
IPアドレスを設定します
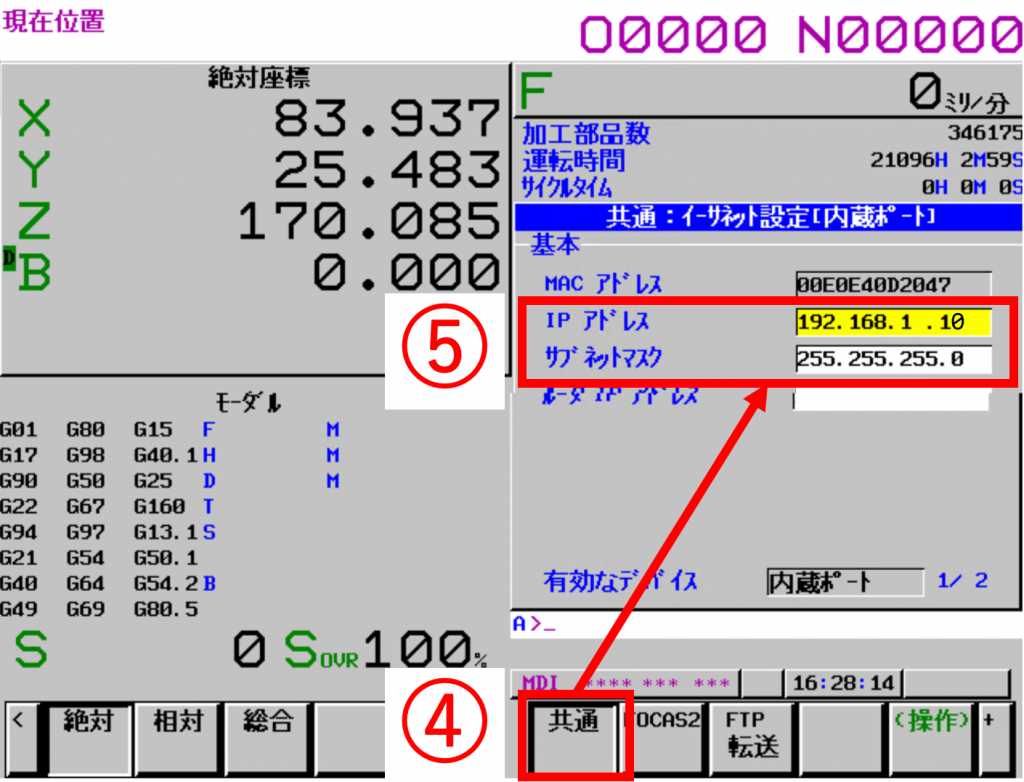
④「共通」をクリック
⑤IPアドレスとサブネットマスクを以下の通りに設定します。
(すでに入力されている場合は”変更せず”そのままの値を使用します)
IPアドレス:192.168.1.10
サブネットマスク:255.255.255.0
設定値はLoggerでも使うのでメモしてください
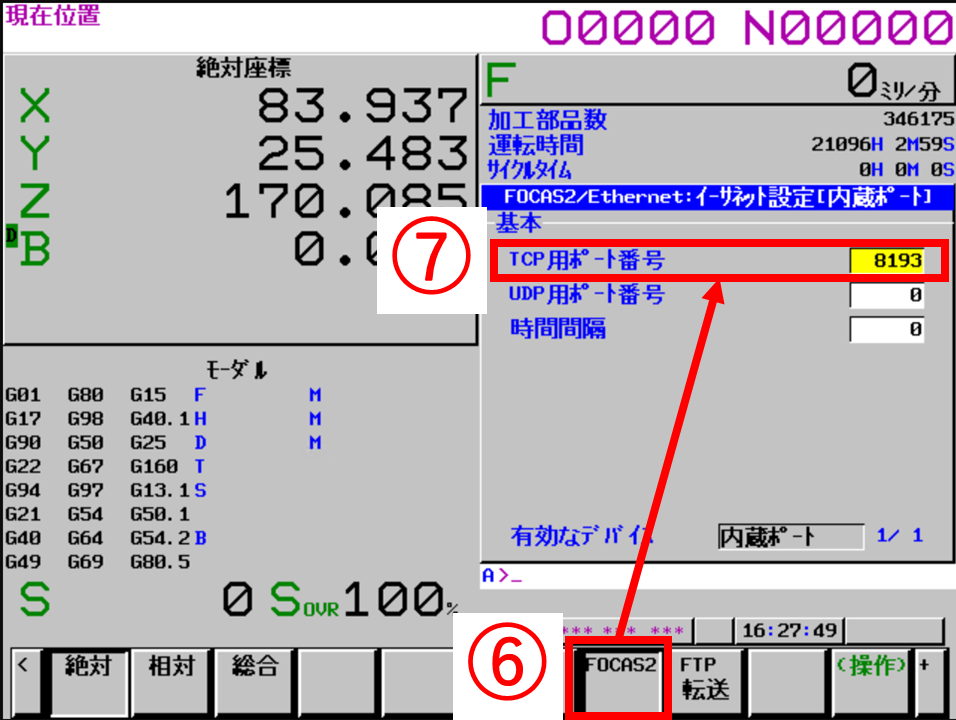
⑦FOCAS2をクリック
⑧TCP用ポート番号を「8193」と設定する
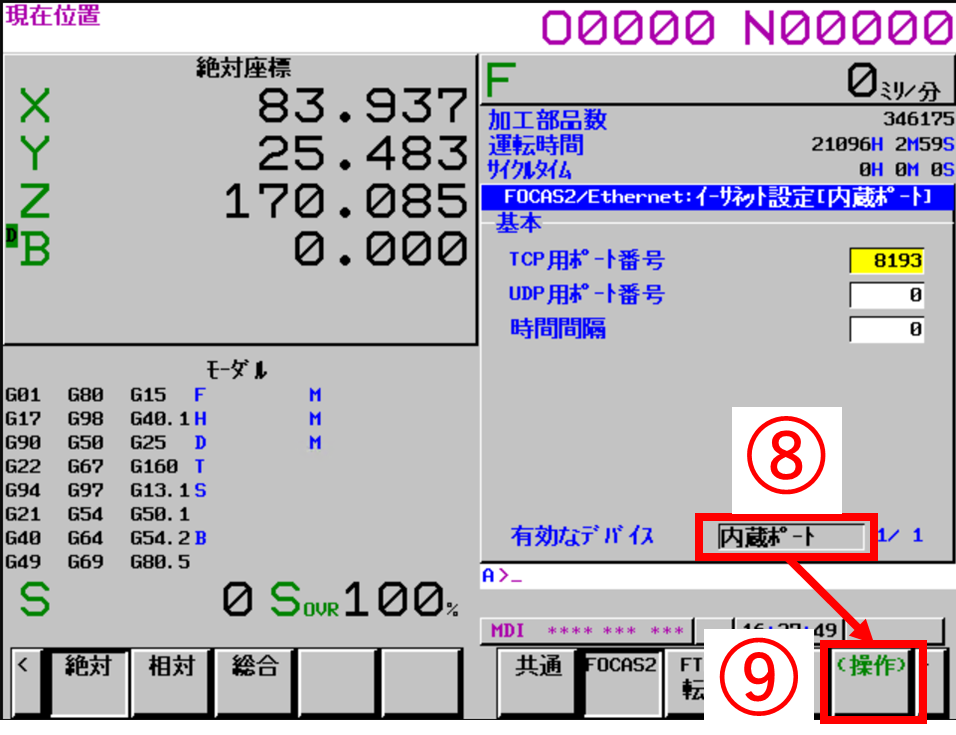
有効なデバイスが使用するデバイスと異なる場合は切り替えを行います
(内蔵ポートを使用する場合で、有効なデバイスが「内蔵ポート」になっている場合は設定不要)
⑧有効なデバイスを確認します。 使用するデバイスと異なる場合は⑨⑩を実行します
⑨「操作」をクリック
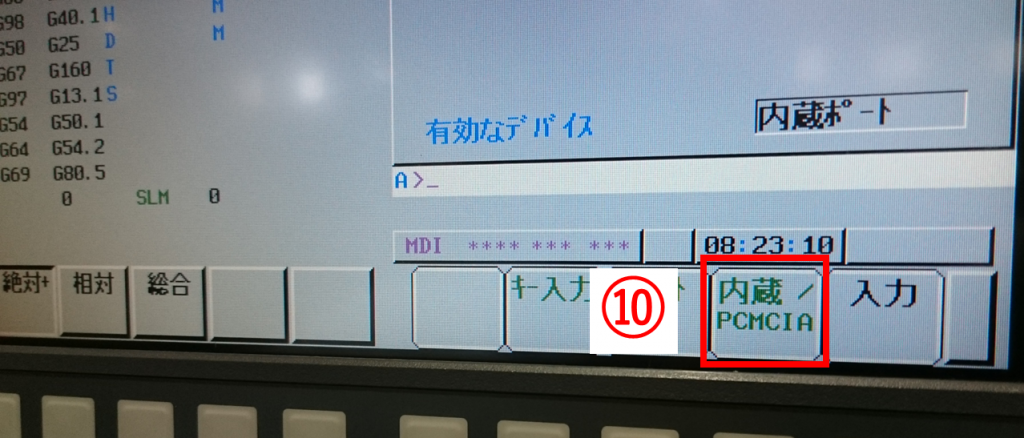
有効なデバイスが使用するデバイスと異なる場合は切り替えを行います
(内蔵ポートを使用する場合で、有効なデバイスが「内蔵ポート」になっている場合は設定不要)
⑩「内蔵/PCMCIA」をクリックして、切り替えを行います
パラメータを設定変更(30iA,31iA,32iA,35iAのみ) #
30i”A”,31i”A”,32i”A”,35i”A”の場合のみCNCパラメータの設定を変更します。CNCのパラメータの14853#7=1と設定します。
※森精機の機械ではこの操作は行わないでください。
①CNCの「SYSTEM」を選択
②パラメータの「14853」を選択
③一番左側が「1」になるように入力(他の桁の部分は変えない)
元が「00000000」なら「10000000」と入力
元が「00000010」なら「10000010」と入力
④「入力」
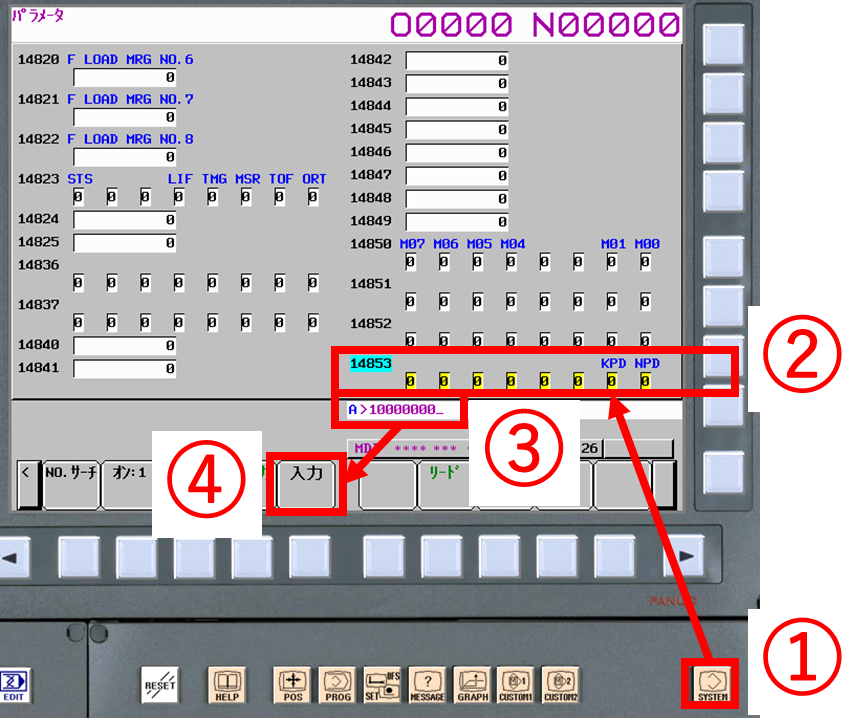
⑤ 以下のように一番左の数字が「1」になっていれば設定完了です。

パラメータを書き込み不可に設定 #
パラメータ書き込み不可に設定します。
①操作盤の「MDI」モードに切り替え
②「OFFSET SETTING」(オフセットセッティング)のボタンを”2回”押す
③パラメータ書き込みを「0」にする
④設定を反映させるため、CNCを再起動します
設備とのEthernet接続 #
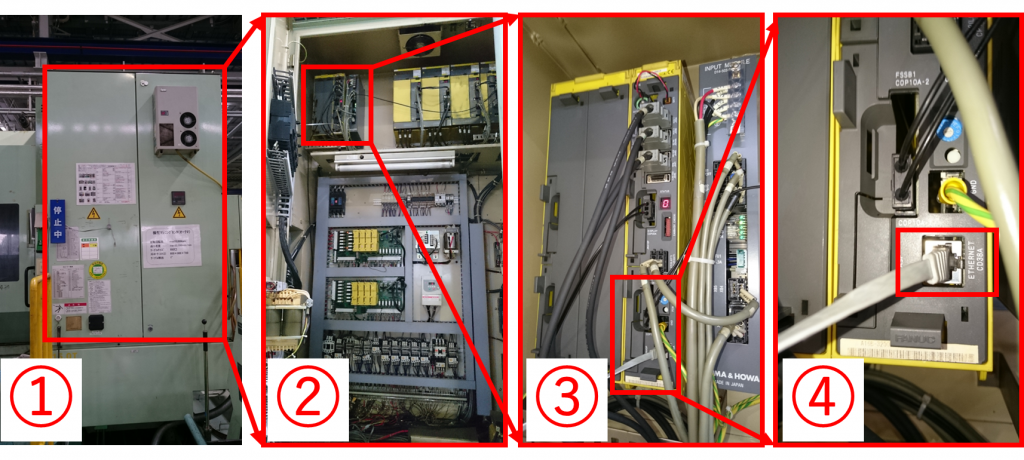
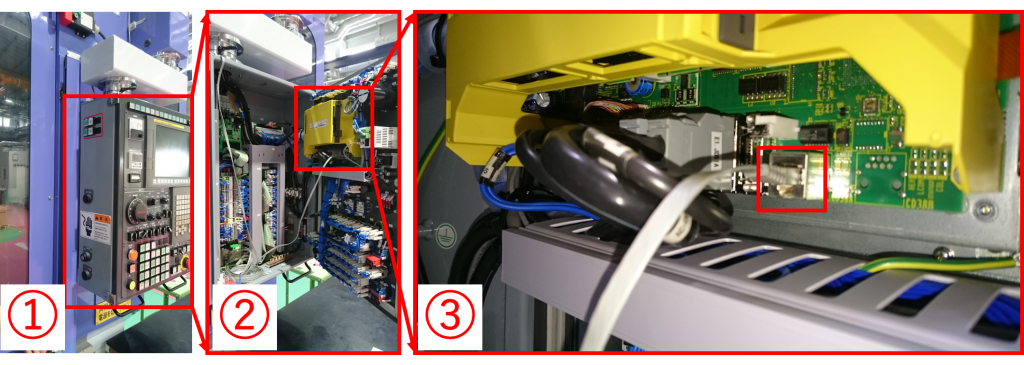
設備と端末のEthernet接続を行います。LANケーブルを接続するLANポートは通常は制御盤の中か操作盤の裏にあります。見つからない場合はメーカーに「内蔵ポートCD38Aはどこにあるか」と問い合わせて下さい。LANケーブル接続時は設備の電源をOFFにしてください。
制御盤の中 #
制御盤の中を探します
①制御盤を開けます
②FANUCのコントローラを探します
③④内蔵ポートCD38AにLANケーブルをさします
操作盤の裏 #
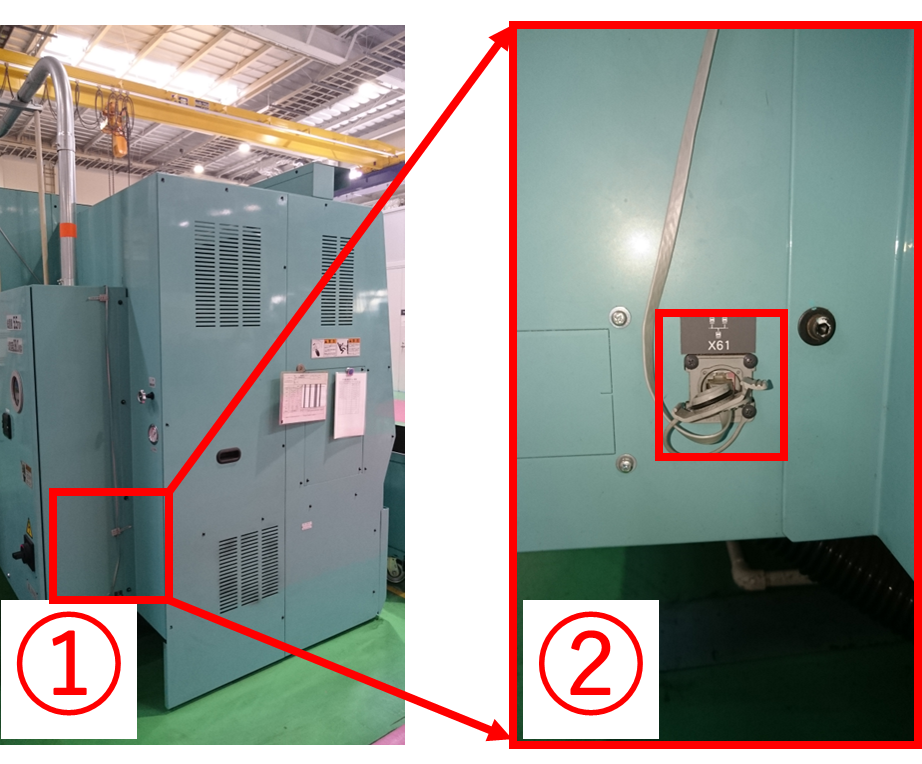
設備の裏 #
設備の裏にあったりもします
①設備の裏に回ります
②LANポートがあるので、それを使います
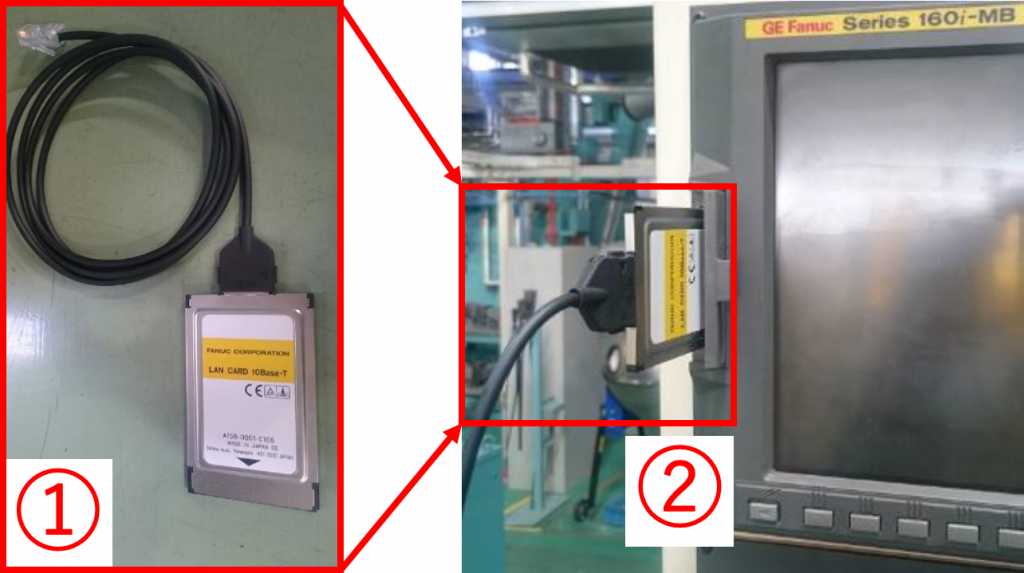
PCMCIAカードを使用して接続 #
上記のポートがない場合はPCMCIAカードを使用します
①FANUCよりPCMCIAカード[A15B-0001-C106]を購入します
②操作盤横のLANカードを指す部分にPCMCIAカードをさして
LAN側をKOM-MICS端末につなぎます
Loggerの接続と設定 #
Loggerインストール #
Loggerをインストールしていない場合は「Loggerインストール」を参照してLoggerをインストールください。
Logger設定(共通部分) #
「Logger設定(共通部分)」を参照して設定ください
Logger設定(各コントローラごとの部分) #
FANUCの設定を行っていきます
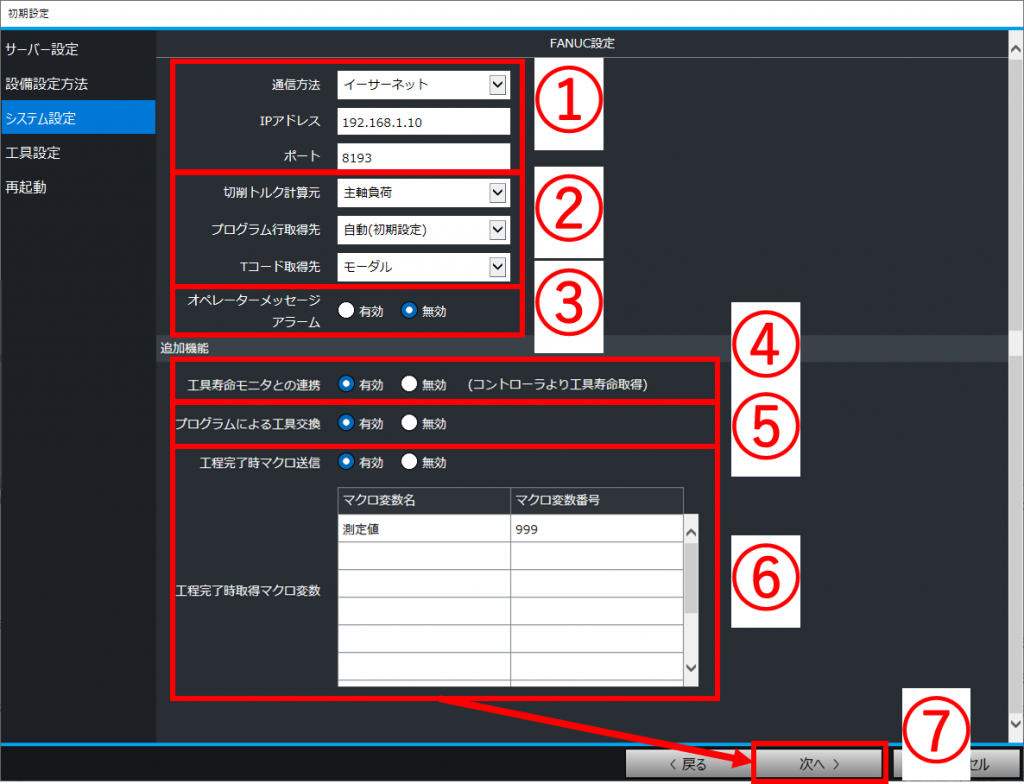
①通信設定を行います
通信方法:「イーサネット」に設定
IPアドレス:設備に設定したIPアドレスを設定(192.168.10.1)
ポート:設備に設定したポートを設定(8193)
②切削力の設定等を行います
切削トルク計算元:「主軸負荷」を設定します
プログラム行取得先:「(自動)」を設定します
Tコード取得先:工具番号を取得する先を設定します。「モーダル」を設定します。
(モーダルで設定してもうまくいかない場合、PMCアドレス/マクロ変数を設定)
③オペレータメッセージアラーム[任意]
オペレータメッセージをKOM-MICS上のアラームとして扱う場合は「有効」にします。
④工具寿命モニタとの連携[任意]
CNCの工具寿命のデータとKOM-MICSを連携させる場合に「有効」にします。
(Viewerで表示される「工具寿命モニタ」がCNC上のデータになります)
⑤プログラムによる工具交換[任意]
M6での工具交換が正常に検出できず、特定のプログラムで工具交換している場合に「有効」
⑥工程完了時マクロ送信[任意]
測定したデータ等がマクロ変数に入っている場合、それを工程完了時に保存する場合に「有効」
保存する変数の名前とマクロ変数番号を入力します
⑦「次へ」をクリック
工作機械Logger共通設定 #
「999_工作機械Logger共通設定」を参照して設定下しさい。
NCプログラムの設定 #
引き続いて「NCプログラムの設定」を参照し設定ください。