概要 #
LANポートを搭載していないような旧式のFANUCコントローラの工作機械に対してもRS232C接続のDPRINTコマンドで出来高や品名/品番/工程名を取得することができます。
はじめに #
本稿を読む前に「設置手順」を参照ください。
DPRNT FANUC対応可能CNC状況
| シリアル/DPRNT対応 | FANUC Series 15 FANUC Series 16/18/20/21 FANUC Power Mate –D/F/H FANUC Series 16i /18i/21i FANUC Power Mate i FANUC Series 15i FANUC Series 0i FANUC Series 30i/31i/32i |
確認事項 #
・リアルタイムのデータは取れず、専用のNCコマンドのタイミングのデータのみ取得可能
・ FANUCの型番が上記表と一致すること。
・工作機械にLANポートがなく、RS232Cポート(D-SUB 25ピンコネクタ)が存在すること。
・工作機械にカスタムマクロオプションが導入済みであること。
・マクロ変数の空き状況を確認して、空いている変数があること。
・テスト稼働させるためのプログラム番号を確認して、空いているプログラム番号があること。
・AC接続可能なコンセントが2つ存在すること。 (Logger端末接続用1つ、プロトコルコンバータ端末接続用1つ)
・工作機械側のRS232Cのポート番号と通信設定の確認
・リアルタイムのデータは取れず、専用のNCコマンドのタイミングのデータのみ取得可能
※電源、RS232Cコネクタの例

必要なもの #
・Logger端末(WiFiまたはLTE搭載)
・LANケーブル
・プロトコルコンバータ(FBR-100)
・プロトコルコンバータ用ACアダプタ
・RS232Cケーブル(プロトコルコンバータ側:232C 9ピン 工作機械側:RS232C 25ピン)
CNCの画面上でのDPRNT出力するための通信の設定確認(FANUC 31iの場合の例) #
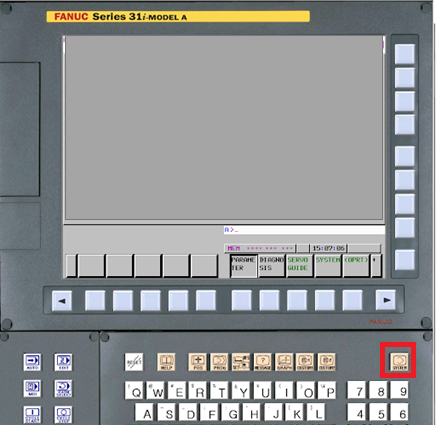
①工作機械の電源を入れる。
②起動画面になるので、SYSTEMボタンを押下する。
③PARAMETERを押して、表示する。
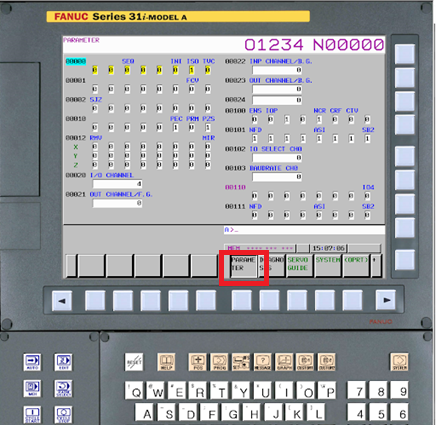
④以下の「PARAMETER」の値を確認する。
0020:出力先のI/Oチャネル設定でRS232出力されるの番号を選択
0101:ストップビット値、データ入出力形式の設定
0103:RS232Cの通信速度設定(ボーレート)
以上で、CNC側の設定は完了です。
FBR-100の設定 #
①PCのIPアドレスを「192.168.1.xx」に変更する。
※FBR-100のIPアドレスは「192.168.1.1」となっているので、注意すること
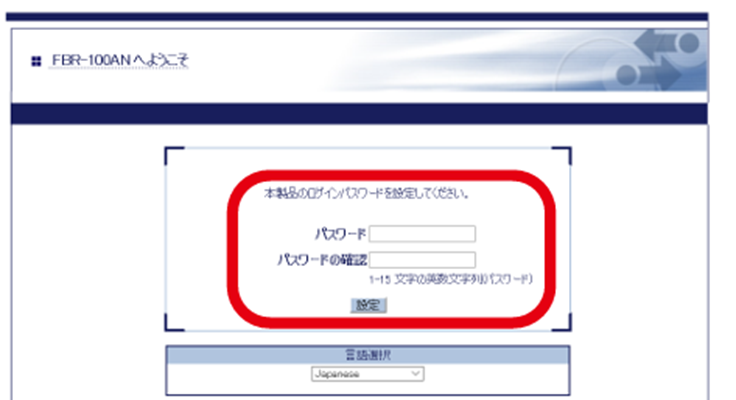
②PCのブラウザを開き、アドレスバーに「192.168.1.1」入力して開く。

③パスワードを設定するように聞かれるので、「KOMDPRNT」と入力して「確認」ボタンを押下する。
④その後、ログインページがひらくので、先ほどのパスワードを入力する。
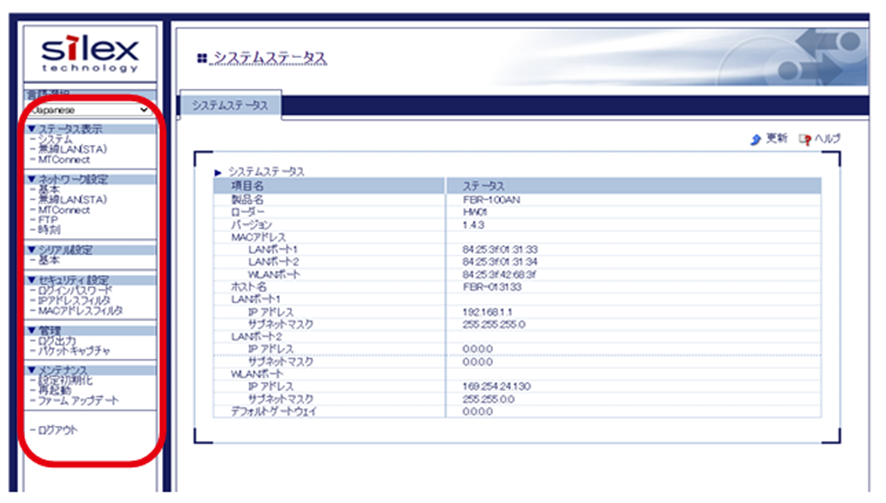
⑤設定用メニューが表示されるので、シリアル設定―基本を押下する。
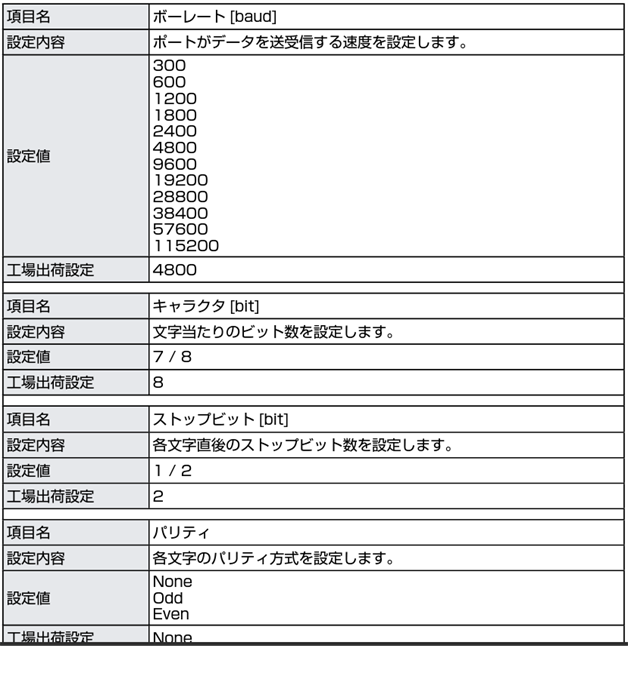
⑥FBR-100に設定されているシリアル通信の設定ページが開くので、工作機械設備のシリアル設定と合わせる。(例はボーレート:4800、キャラクタ:8、ストップビット:2、パリティ:None、フロー制御:None)
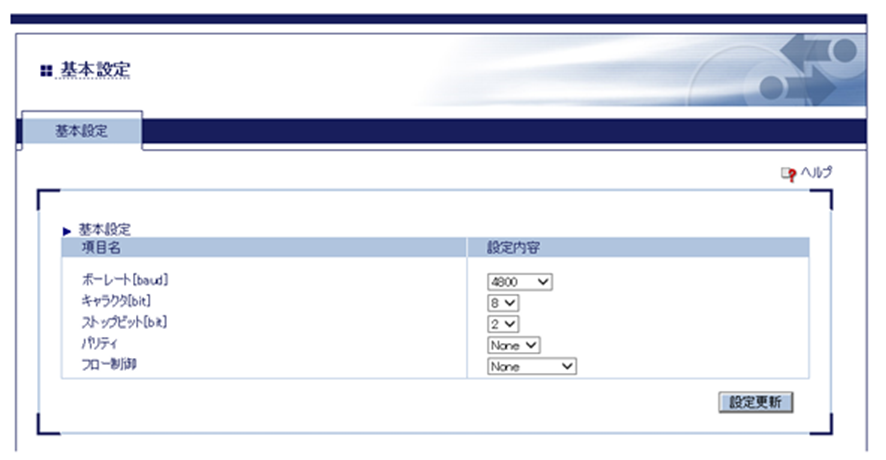
<参考>FBR-100に設定できるRS232Cの基本設定一覧
⑦設定が終わったら右下にある設定更新を押下する。

⑧再起動を促すメッセージが表示されるので、再起動ボタンを押下する。
➈再起動が2分程度で終了するので、②、④を実行して本製品のWebページを表示して、パスワードを入力し、ログインする。
⑩ログイン後、左側のネットワーク設定―MTConnectを押下する。
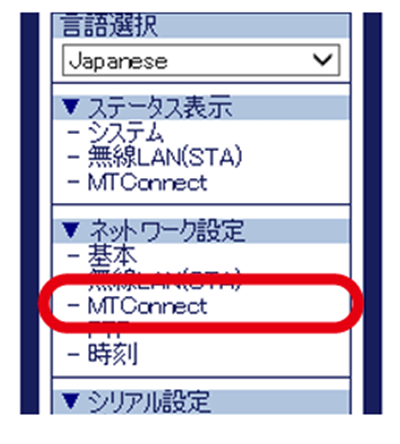
⑪MTConnectの設定用ページが開くので、収集モードを、「ネットワーク収集」から「一括収集(DPRNT)」に変更する。

⑫右下の設定更新ボタンを押下する。

⑬再起動を促すメッセージが表示されるので、再起動ボタンを押下する。
⑭以上で、FBR-100の設定は完了となります。
Loggerの接続と設定 #
Loggerのインストール #
Loggerをインストールしていない場合は「Loggerインストール」を参照してLoggerをインストールください。
Logger設定(共通部分) #
「Logger設定(共通部分)」を参照して設定ください
DPRNT工作機械Logger共通設定 #
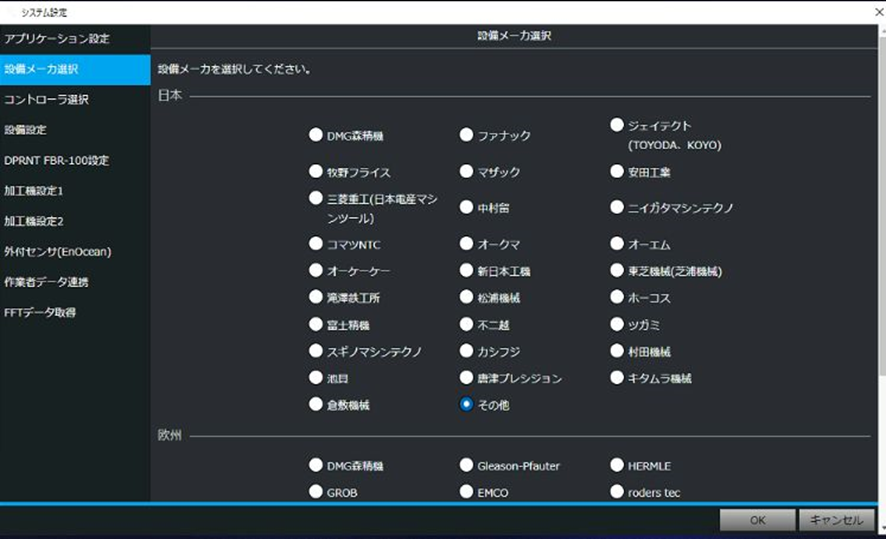
①設備メーカ選択では、「その他」を選択する。
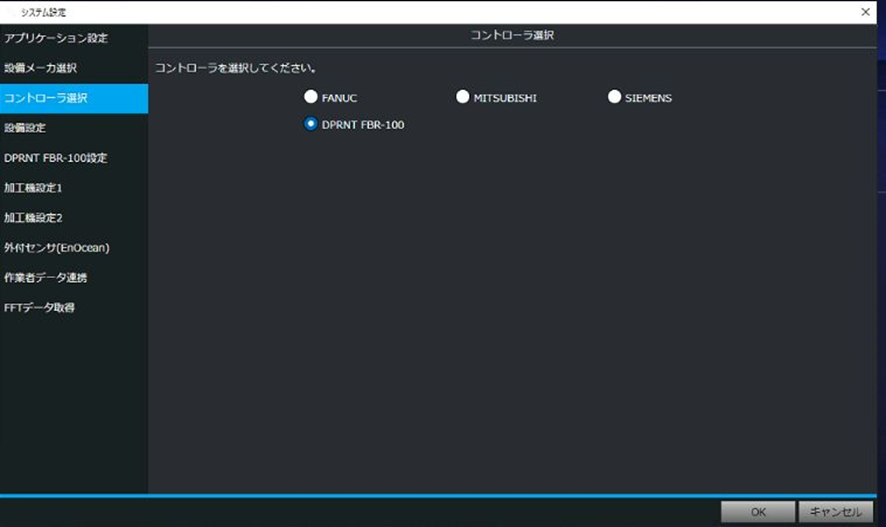
②コントローラが面では、「DPRNT FBR-100」を選択する。
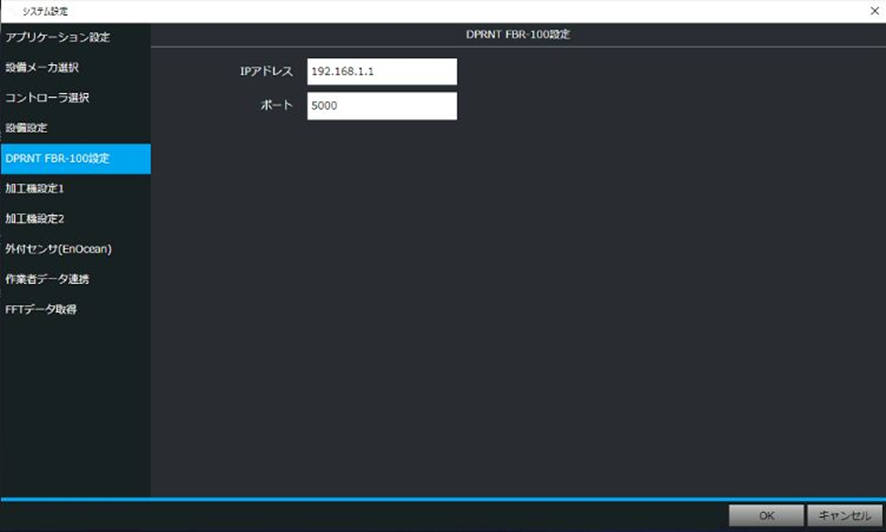
③システム設定では、FBR-100に設定したIPアドレス、ポート番号を設定する。
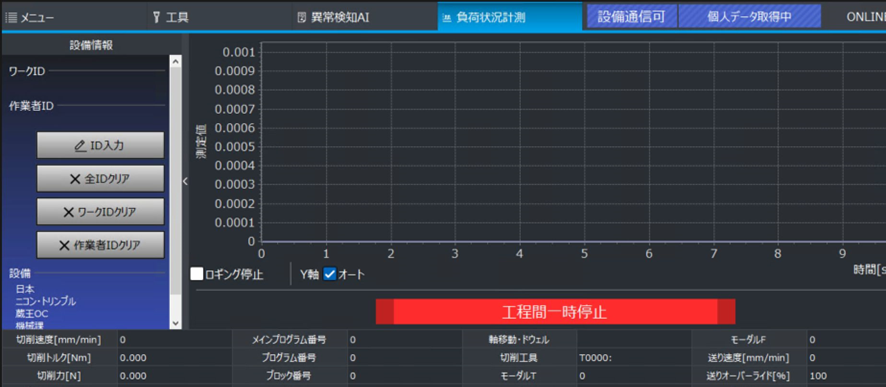
④Logger端末を起動し、①設備通信可、②工程間一時停止の状態に遷移すること。
※NEXCOMの端末では画面表示を更新するにチェックを入れて確認すること。
NCプログラムの設定 #
※使用してもいいマクロ変数を用意しておくこと
•DPRNTコマンドを利用する場合は、プログラム中にPOPEN~PCLOSEを記載し、その間にDPRNT[xxx*zzz]を記載するとRS232C経由で文字列が出力され、それをプロトコルコンバータ内にデータを一時的に入れることができる。(プロトコルコンバータの電源を切ってしまうとデータが初期値に戻る)
リアルタイムではデータが取れず、POPEN~PCLOSEの時のデータしか取れないため注意が必要
<記述サンプル>
POPEN
#100=1
DPRNT[VA01*#100[30]] (稼働状態 :加工)
DPRNT[VA03*#4315[30]] (メインプログラム番号:#4315より取得)
DPRNT[PN*Qualica] (品名 :Qualica)
DPRNT[PC*2] (出来高個数 :2個)
DPRNT[SR01*190-168-1100] (品番 :190-168-1100)
DPRNT[SR02*KOUTEIMEI] (工程名 :KOUTEIMEI)
DPRNT[VA06*#4120[50]] (Tコード番号:#4120より取得)
DPRNT[VA07*#4109[50]] (Fコード番号:#4109より取得)
DPRNT[VA08*#4119[30]] (Sコード番号:#4119より取得)
DPRNT[VA09*#3000[30]] (アラーム番号:#3000より取得)
PCLOSE
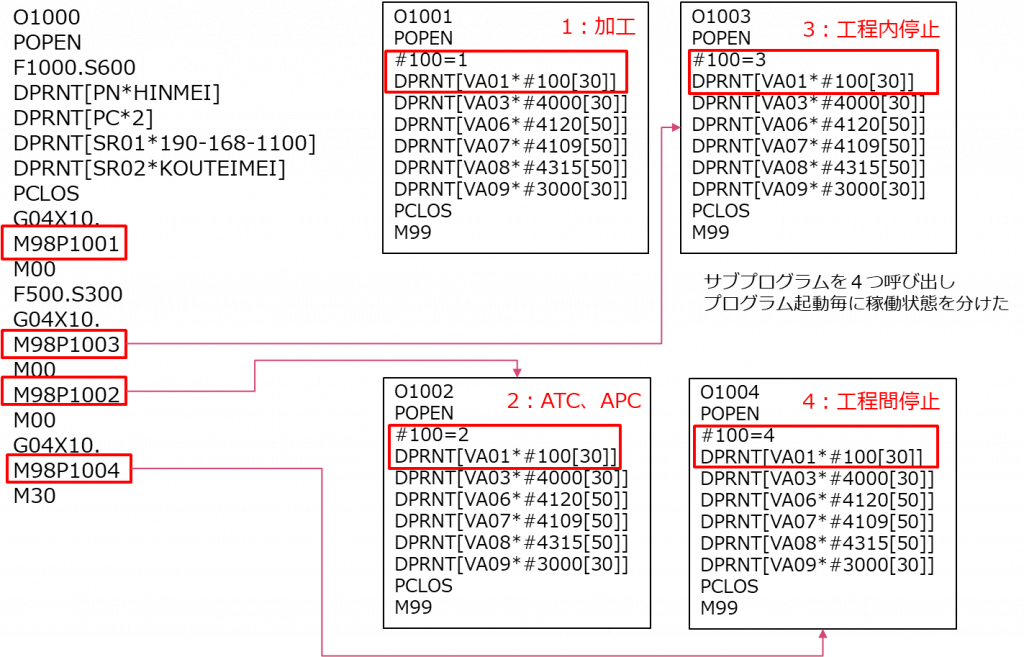
VA01の稼働状態に入れる数値は、Kom-micsで解釈されると
1:加工、2:ATC、APC、3:工程内停止、4:工程間停止となる
なお、加工から始まって、工程間停止が入力されると出来高がカウントされる。
<動作検証用サンプルプログラム>