はじめに #
MAZATROLは、通常のNCプログラム(EIA/ISO)のほかに、対話式によるプログラミングを可能である。
しかし、この対話式プログラムは、Gコード表現でないマザック独自のプログラムを利用するためKOM-MICSではNCプログラムを取得することができない。そのため、工程完了や出来高も取得することができない問題がある。
この問題に対応するため、対話式プログラムから、品名・品番・工程名・工程完了を記載したEIAサブプログラムを呼び出すことで、工程完了や出来高を取得できる。
対応方法 #
1つの対話式のメインプログラムに対して、呼び出されるEIAサブプログラムを2つ準備する。
a) 品名・品番・工程名などのコメントを設定するEIAサブプログラム
b) 工程完了を設定するEIAサブプログラム
プログラムイメージ #
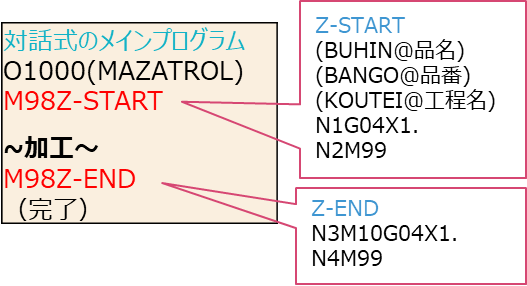
※例では、KOM-MICSで工程完了と認識するMコードをM10とする。
※例では、品名・品番・工程名などのコメントを設定するEIAサブプログラムをZ-START、
工程完了を設定するEIAサブプログラムをZ-ENDとする。
※実際にプログラムを作成される際は、マザック設備のマニュアルをご参照ください。
設定方法 #
① KOM-MICS上で工程完了と判断するためのMコードを決定する。
※メインプログラムで完了となるM2,M30やサブプログラムの終了となるM99以外
で空いているMコードを準備する。
② 呼び出すEIAサブプログラムを準備する。
・各行にシーケンス番号を追記する。
・EIAサブプログラムをKOM-MICSに認識させるためG04X1(ドウェル)を記載する。
※マザックはFANUCと異なり1秒程度のサンプリング間隔となる。
・品名・品番・工程名などのコメントを設定するEIAサブプログラムについては、
品名・品番・工程名を書いたコメントを記載する。
・工程完了を設定するEIAサブプログラムについては、①で決定した工程完了のMコードと同行にG04X1.を記載する。
③ 対話式のメインプログラムから、以下の2つのEIAサブプログラムを呼び出す。
・加工前にa) 品名・品番・工程名などのコメントを設定するEIAサブプログラム
・完了前に工程完了を設定するEIAサブプログラム
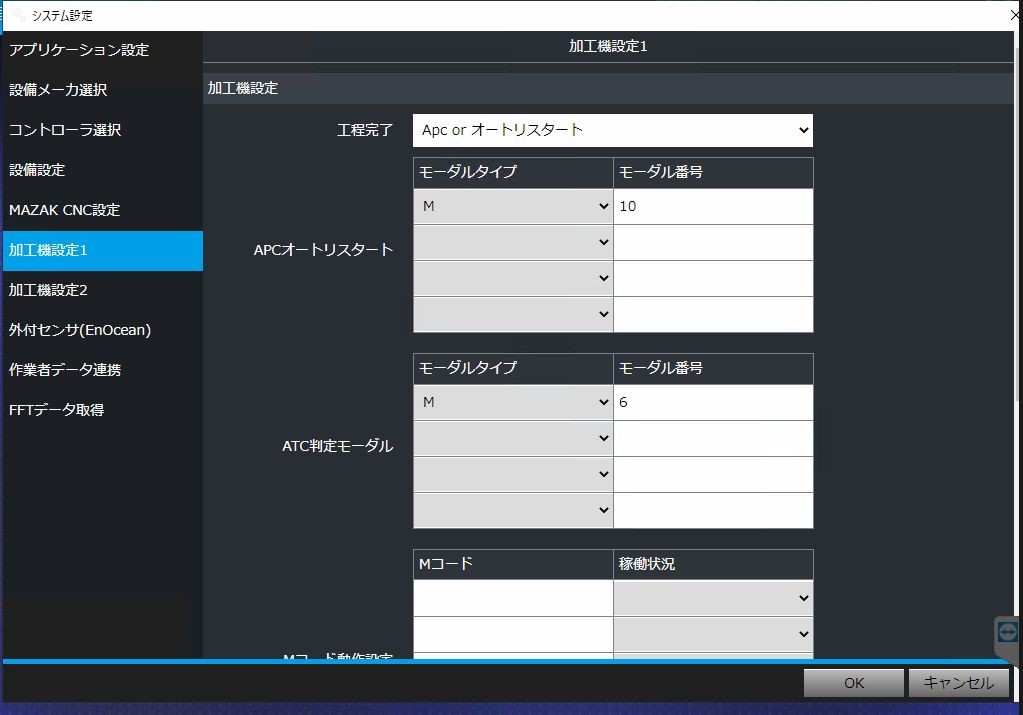
④ KOM-MICS Logger設定から、工程完了設定を①で設定した工程完了のMコードを設定する。
・工程完了:APC or オートリスタート
・モーダルタイプ:M
・モーダル番号:設定したMコードの数値
注意点 #
EIAサブプログラムを2つ呼び出し、各1秒待機することとなる。
そのため通常時よりサイクルタイムが2秒以上長くなる。
設定後のKOM-MICS Viewerによるデータ確認 #
以下の機能で、設定した品名・品番・工程名のコメントや工程完了、出来高を取得出来ていることを確認する。
・タイムチャート
・出来高
・工程データ
・工程完了履歴