はじめに #
本稿を読む前に「設置手順」を参照ください。 #
ブラザー社の主な対応CNCは、B00、C00、D00がある。
各CNCの型式に対する設備の型式を以下まとめています。
| CNC型式 | 設備型式 | CNC操作方法 |
| CNC-B00 | TC-S2C、TC-S2C-O TC-S2D-S TC-22B、TC-22B-O TC-31B | ボタン |
| CNC-C00 | S300X1、S500X1、S700X1、S1000X1 S300X1N、S500X1N、S700X1N、S1000X1N S300X2、S500X2、S700X2 M140X1、M200X3、M300X3 M140X2、M200X2、M300X2 R450X1、R450X1N、R450X2 R650X1、R650X2 ※設備に搭載されているソフトウェアバージョンによっては KOM-MICS Logger端末と接続できない場合もございます。 | ボタン |
| CNC-D00 | F600X1、 H500Xd1 M200Xd1、M300Xd1、M300X3 R450Xd1、R650Xd1 S300Xd1、S500Xd1、S700Xd1 U500Xd1 W1000Xd1、W1000Xd2 | タッチパネル及びボタン |
●事前準備するもの(2つ)
①:対象設備のトルク線図[切削力を測定するのに必要です]
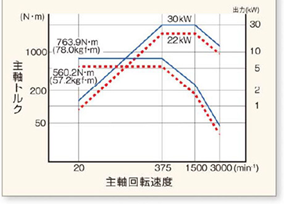
※型番の先頭にMがつく機種は旋削軸もあるので注意、RはQT軸というテーブル軸を持っている。
②:対象設備の工具リスト[切削力を測定するのに必要です]
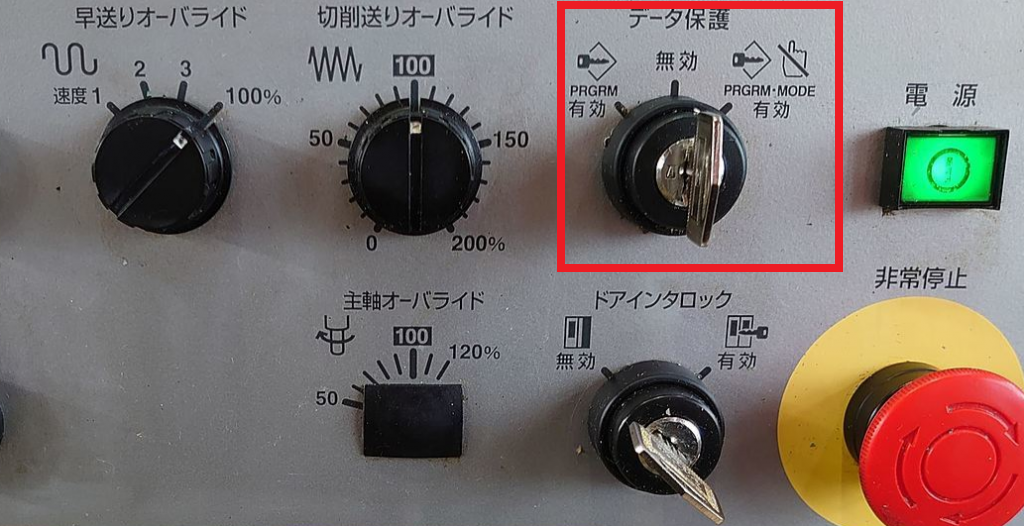
※IPアドレスを変更する場合はデータ保護のキーロックを無効にしてから、操作すること。
CNCの画面上でのIPアドレスの設定(B00の場合) #
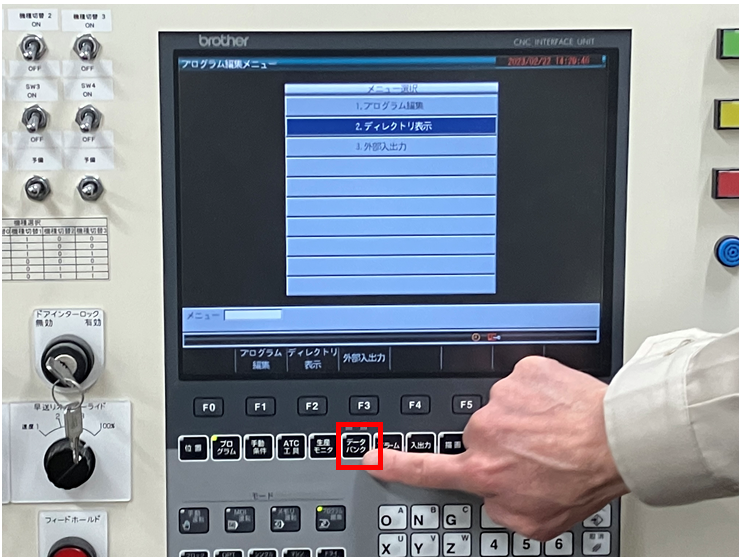
①工作機械の電源を入れる。
②「データバンク」ボタンを押下する。
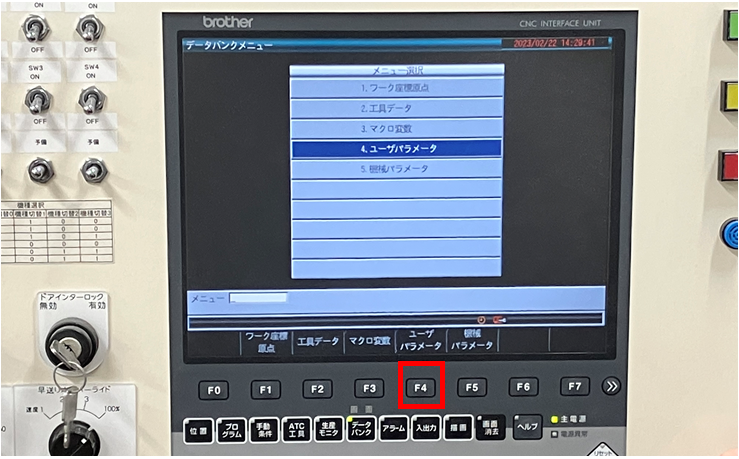
③ユーザパラメータを選択したいので、「F4」ボタンを押下する。
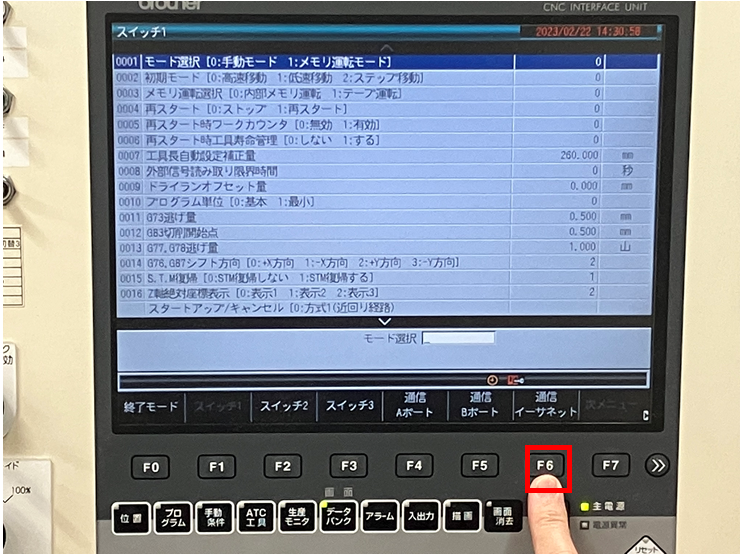
④通信イーサ―ネットを選択したいので、「F6」ボタンを押下する。
⑤「リモート操作:1」、「従局コマンドアラーム表示:0」、「応答監視時間:30」、「IPアドレス」、「マスクビット」、「ポート番号:10000」を入力する。※デフォルトゲートウェイは環境に応じて設定する。
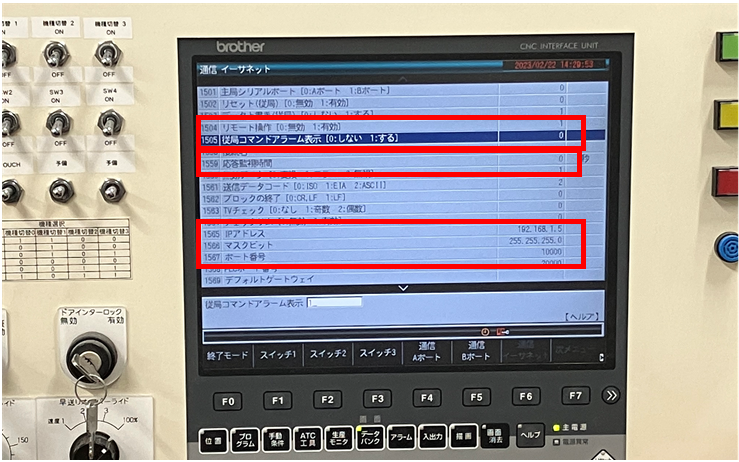
※IPアドレスやマスクビットを入力する場合は、12桁で入力する。
192.168.1.1を入力する場合、192168001001と数字キーで入力し、EOBボタンを押下する。
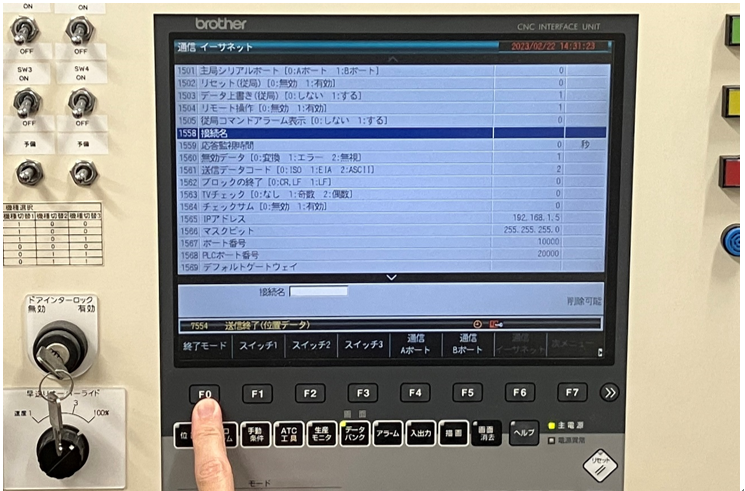
⑥設定を保存するには「F0」を押下する。
⑦もう一度「F0」を押下する。
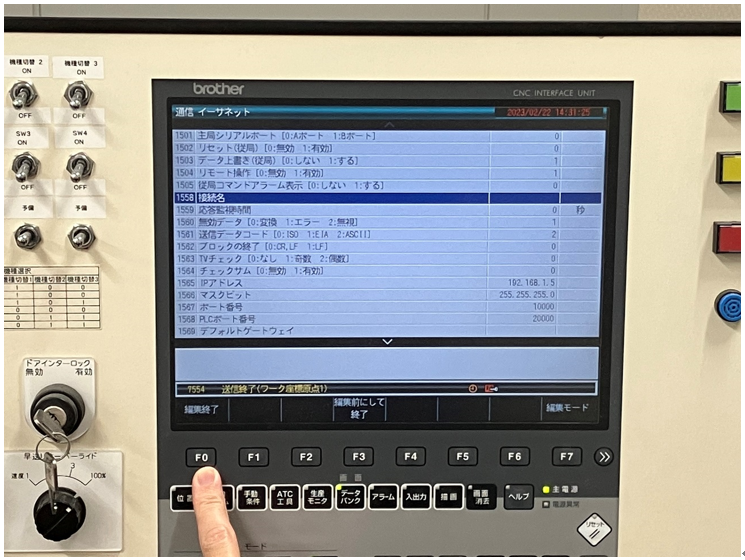
⑧これでB00の接続パラメータの編集は終了となります。
CNCの画面上でのIPアドレスの設定(C00の場合) #
①工作機械の電源を入れる。
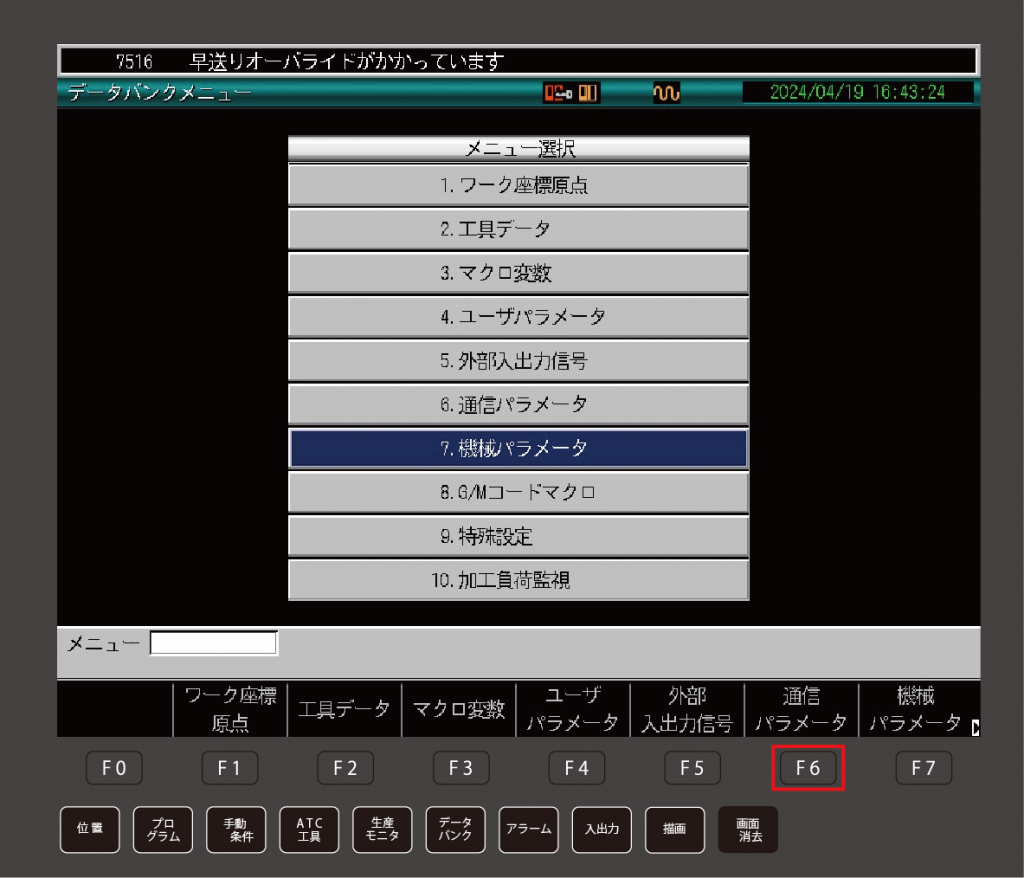
②起動画面になるので、「データバンク」ボタンを押す。

③通信パラメータを選択したいので「F6」ボタンを押す。
④「リモート操作を1:有効」、従局コマンドアラーム表示を「0:しない」、
IPアドレス、マスクビットにネットワークアドレスを設定する。
※デフォルトゲートウェイは必要に応じて入力する。

※IPアドレスやマスクビットを入力する場合は、12桁で入力する。
192.168.1.1を入力する場合、192168001001と数字キーで入力し、EOBボタンを押下する。
⑤ポート番号「10000」、応答監視時間を「30」秒と設定する

⑥「イーサネットアクセス制限:0」に設定する。
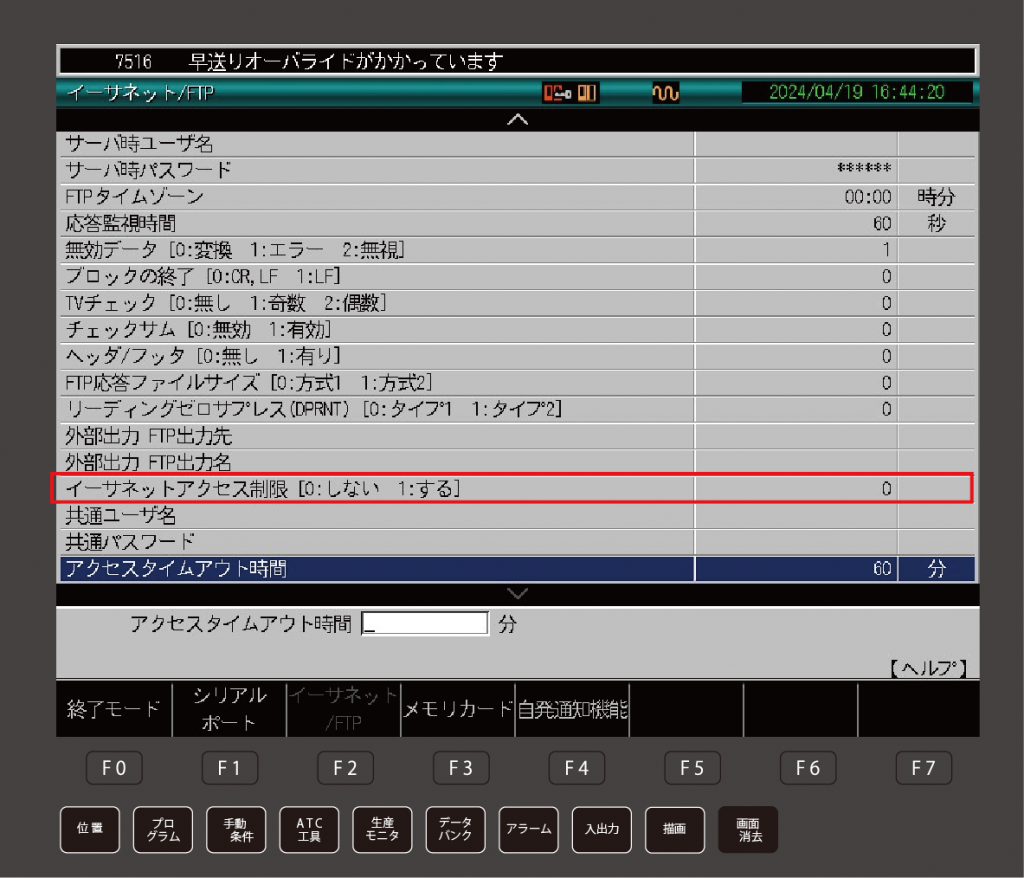
⑥画面左下の「F0」ボタンを押下する。
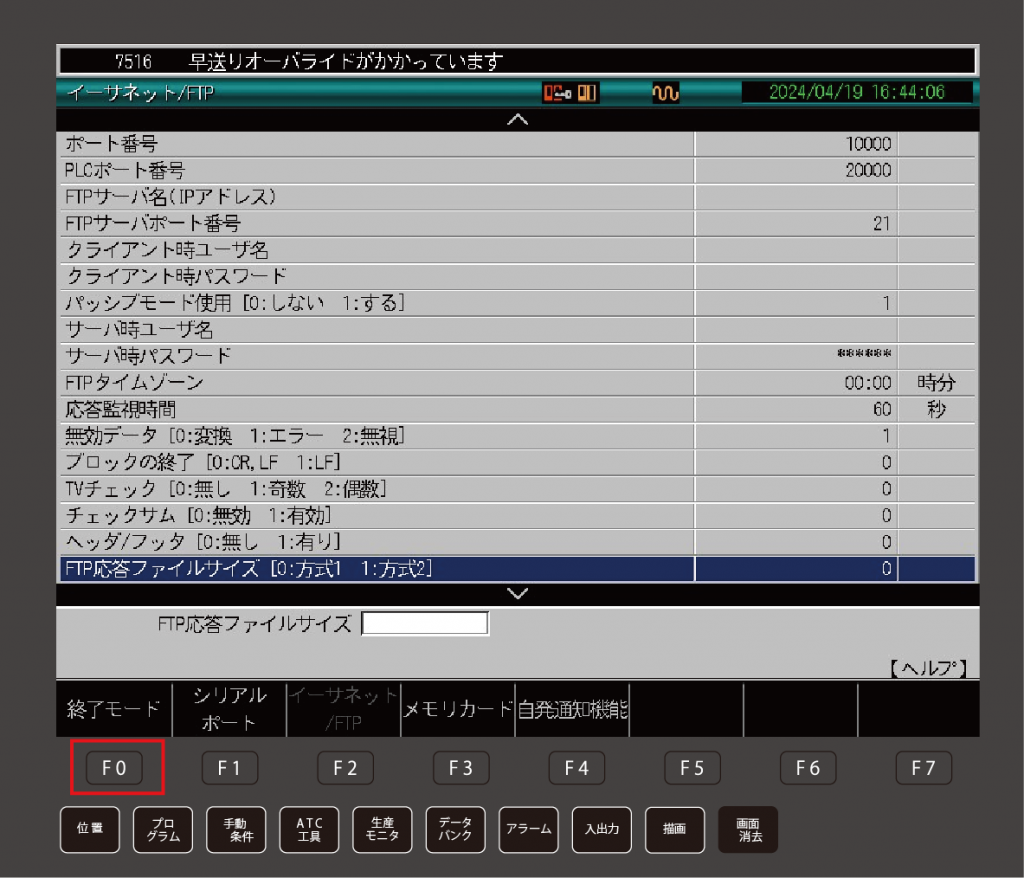
⑦もう一度、F0ボタンを押下すると、設定したパラメータのデータが保存される。

⑧これでC00の接続パラメータの編集は終了となります。
CNCの画面上でのIPアドレスの設定(D00の場合) #
①工作機械の電源を入れる。
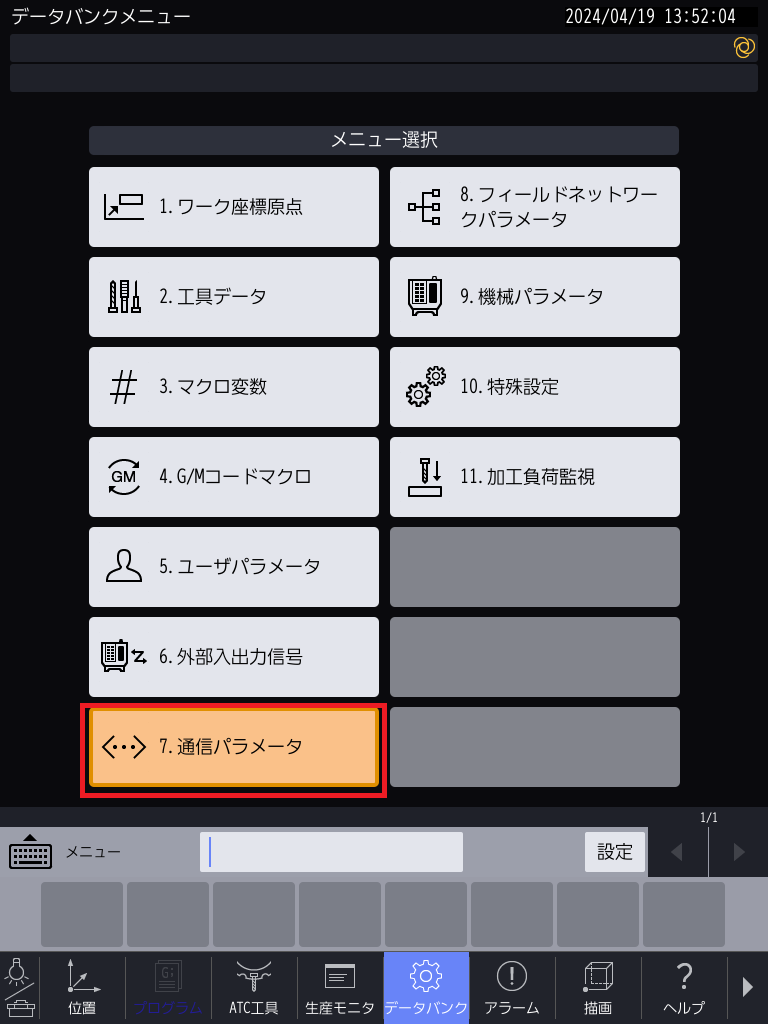
②データバンクを押下する。
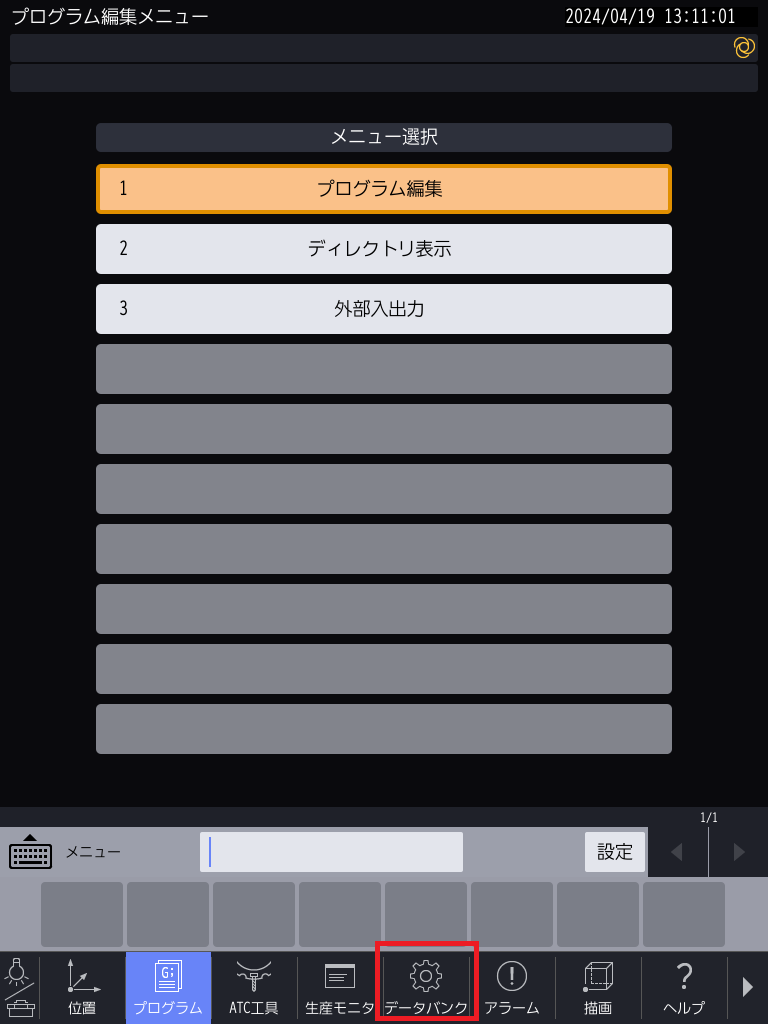
③通信パラメータを押下する
④イーサーネットを選び、リモート操作:有効、従局コマンドアラーム表示:「する」に変更する。
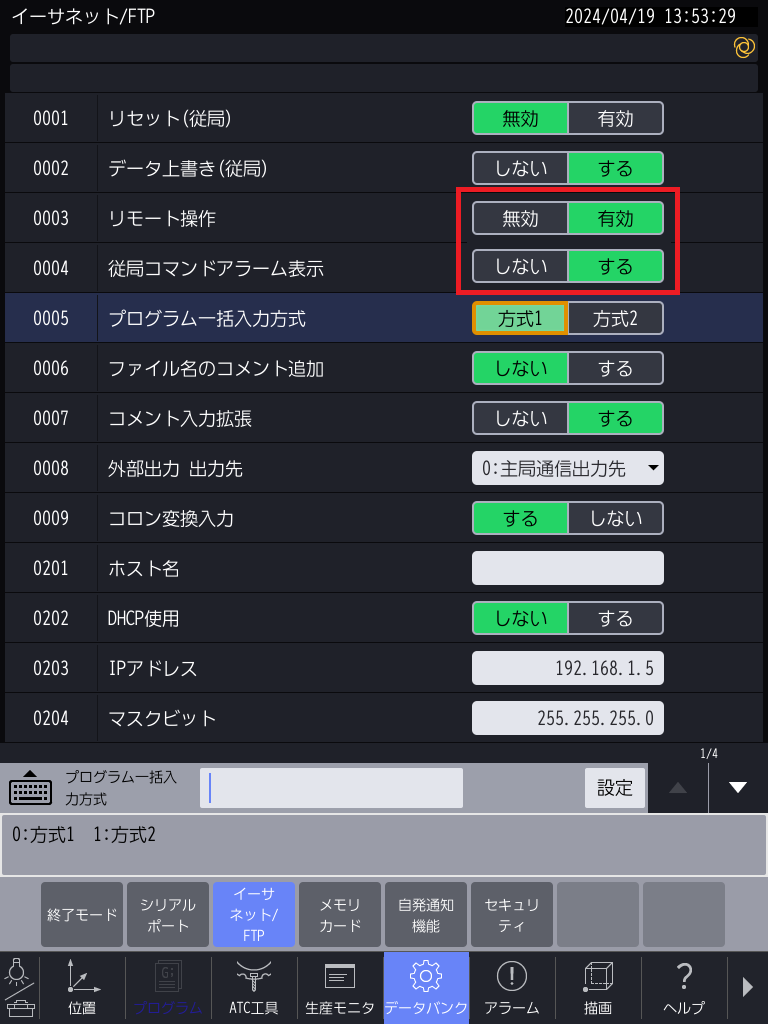
IPアドレス、マスクビットは必須入力。デフォルトゲートウェイは、ネットワーク環境に合わせて設定してください。
※IPアドレスやマスクビットを入力する場合は、12桁で入力する。
192.168.1.1を入力する場合、192168001001と数字キーで入力し、EOBボタンを押下する。
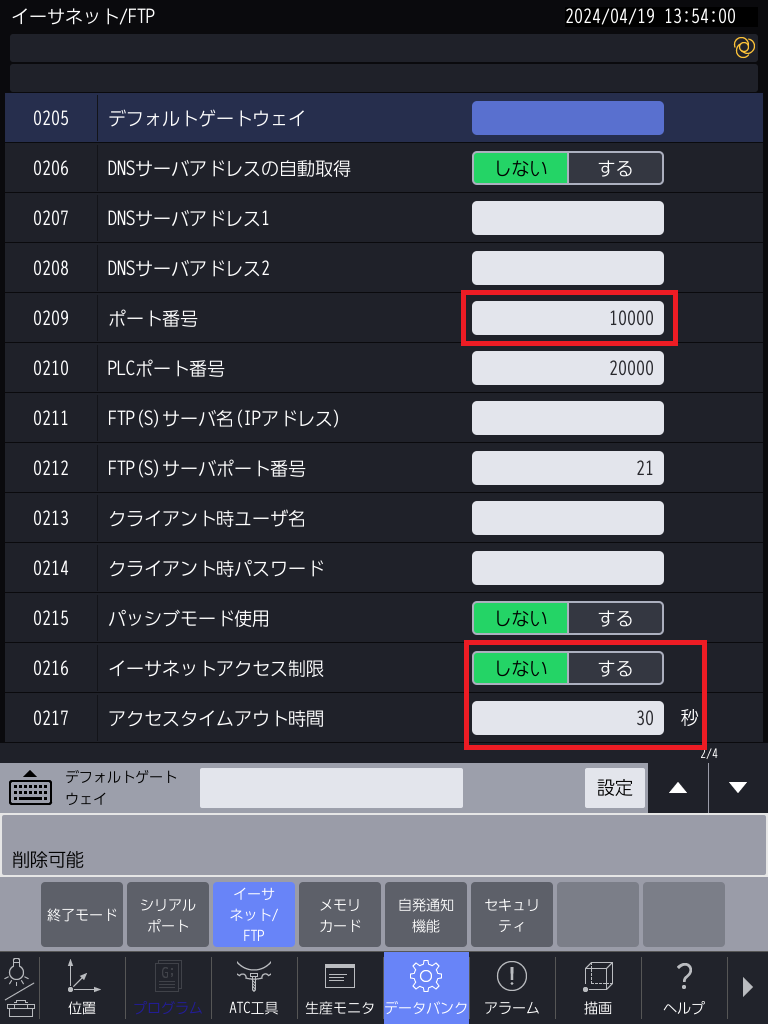
⑤下にスクロールして「ポート番号:10000」、「イーサネットアクセス制限:しない」、「アクセスタイムアウト時間:30秒」に設定する。
⑥画面左下の「終了モード」を押下する。
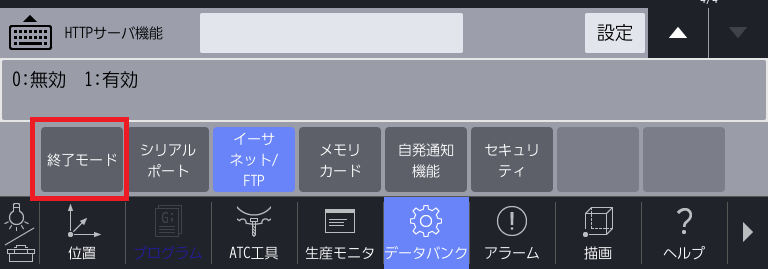
⑦「保存して終了」を押下する

⑧これでD00の接続パラメータの編集は終了となります。
LANケーブルの接続(B00) #
①工作機械の背面側の扉を開ける。

②扉を開けたら、右側に見えるLANポートに接続する。

③扉を閉めたらLANケーブルの接続は完了です。
LANケーブルの接続(C00) #
①工作機械の背面側の扉を開ける。
②扉を開けたら、左側にLANポートがあるので、接続する。
(接続するのは下側のポートのあるうちの手前側に接続する。奥側はUSBポート)
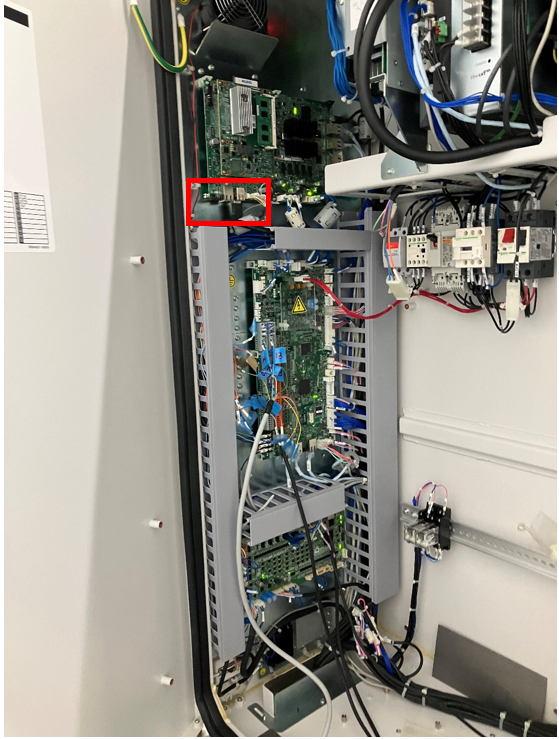
③扉を閉めたらLANケーブルの接続は完了です。
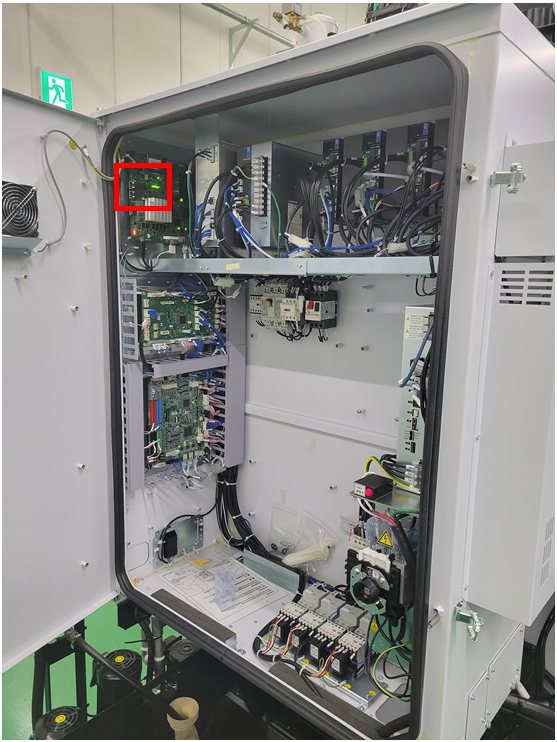
LANケーブルの接続(D00) #
①工作機械の背面側の扉を開ける。

②扉を開けたら、左側に見えるLANポートに接続する。
(接続するのは2つのLANポートあるうちの下側に接続する)
※拡大図(下側のポートに接続する)
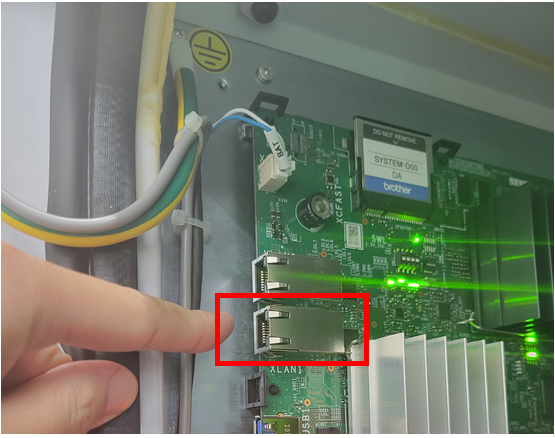
③扉を閉めたらLANケーブルの接続は完了です。
Loggerの接続と設定 #
Loggerインストール
Loggerをインストールしていない場合は「Loggerインストール」を参照してLoggerをインストールください。
Logger設定(共通部分) #
「Logger設定(共通部分)」を参照して設定ください。
ブラザー工作機械Logger共通設定 #
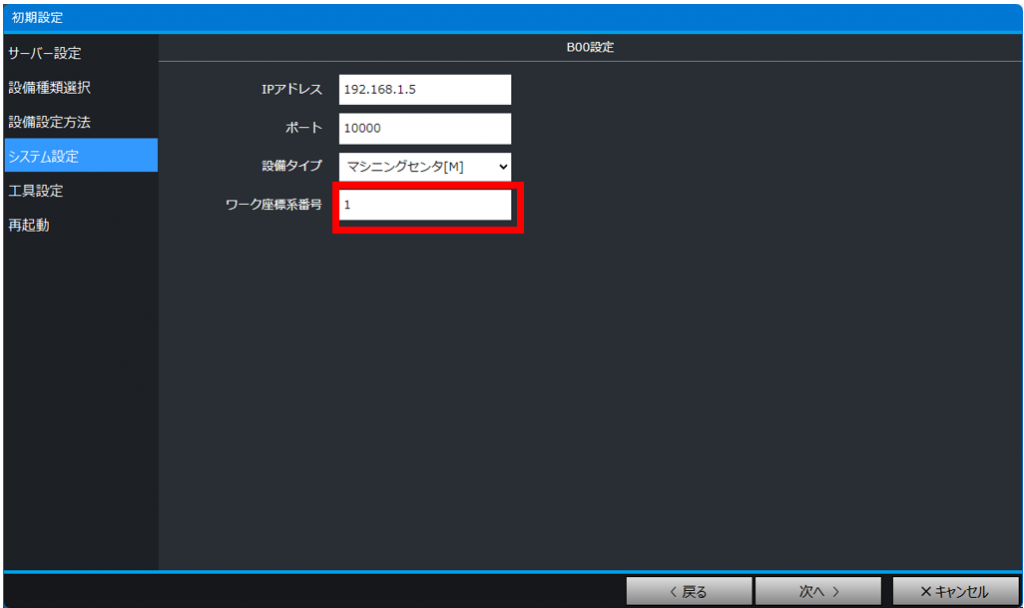
・B00の場合は、ワーク座標系番号を設定する
・C00/D00はLoggerの設定時にIPアドレス以外にモーダルF値を1/1000または1/100をどちらか設定する。
※機械側の設定にてF値が1000.000の場合は、1/1000とする。
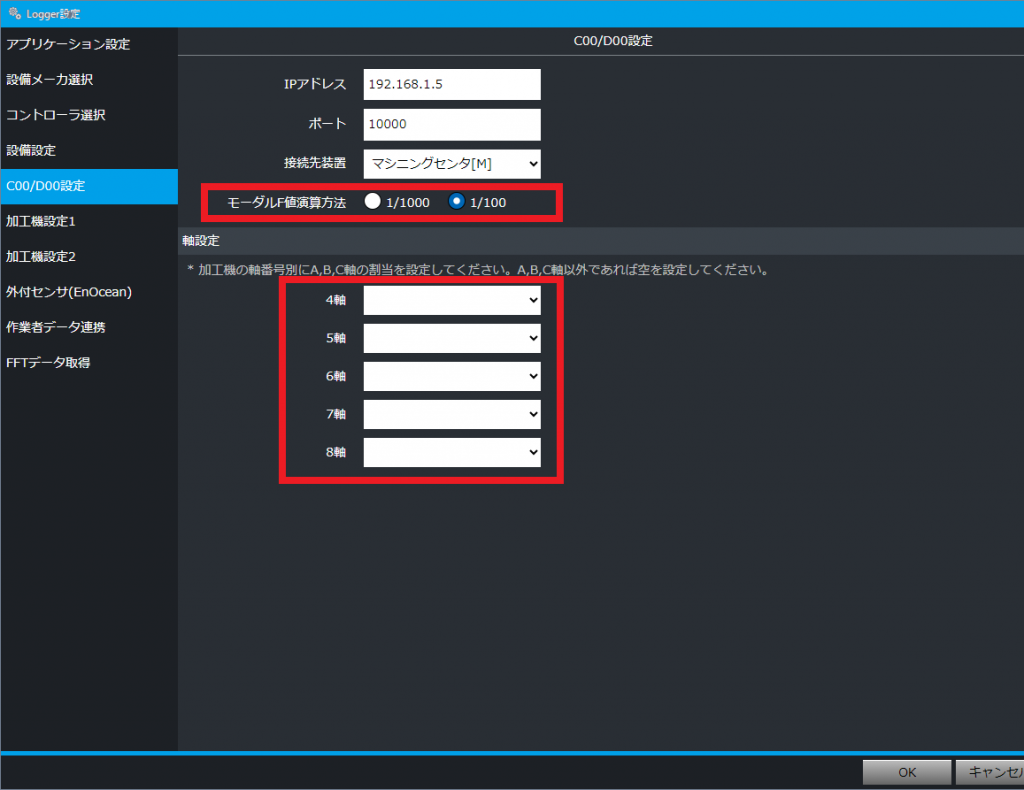
※軸設定は加工機の状態に合わせて設定する。軸の設定の見方は、データバンク⇒機械パラメータを表示して、パラメータの5501-5514の状態を確認する。
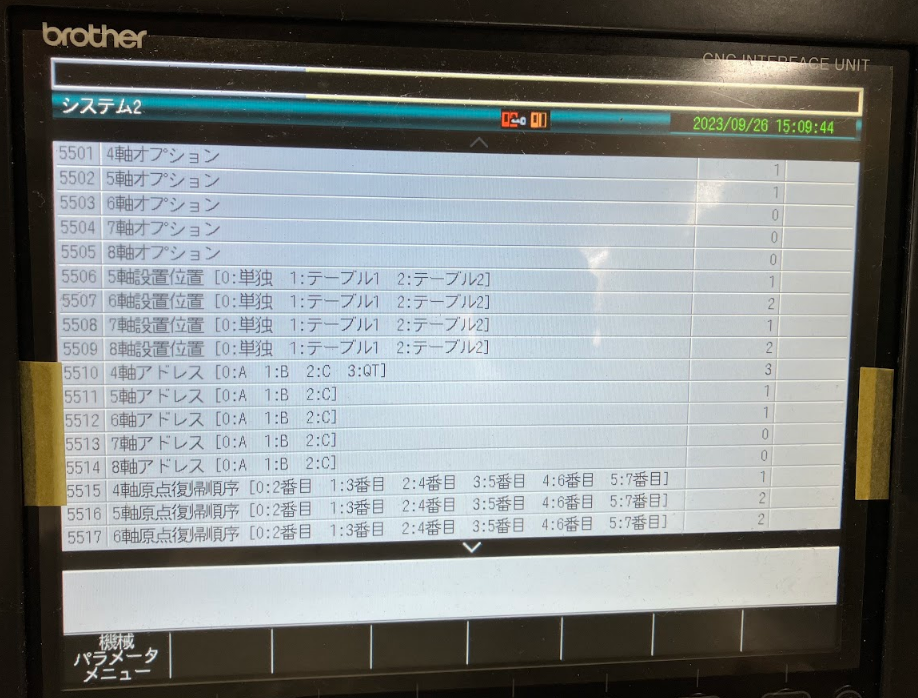
今回の場合の場合のLogger設定は、上記設定より以下となる。
5軸目 ⇒ テーブル1のB軸 ⇒ 軸設定を5軸目をB1とする。
6軸目 ⇒ なし
7軸目 ⇒ なし
8軸目 ⇒ なし
NCプログラムの設定 #
引き続いて「NCプログラムの設定」を参照し設定ください。
工作機械のソフトウェアバージョン確認方法と対応について #
ブラザーCNCの一部のバージョンでは、KOM-MICS Logger端末を接続しても、設備から情報がしゅとくできない場合がございます。
設備のバージョンの確認方法はブラザー工作機械が起動した後に以下の操作を行うと確認することができます。
C00 : [入出力]キー → [F1](入出力)キー → [F7](バージョン)キー
D00 : [入出力](画面最下段)をタッチ → [1.入出力](メニュー)をタッチ → バージョン](画面下から2段目)をタッチ
C00:Ver12のみ対応。Ver12未満は設備との通信に対応しておらず、データ取得不能
D00:Ver2のみ対応。Ver2より上のバージョンでは検証していない。
工程完了の取得方法について #
先頭にRがつかない機種:Logger端末のアプリ設定をM30にすると、取得可能(デフォルト設定)
先頭にRがつく機種:メインプログラムの最後にNCプログラムのコメントに「G04X2.0(@END)」を入れて、Logger端末のアプリ設定で、工程完了を「コメントにより工程完了」に変更する